- 品牌
- 艳阳天
- 型号
- YYT
- 工艺用途
- 实验炉
- 传热方式
- 对流式电阻炉,辐射式电阻炉
- 炉内气氛
- 空气介质炉
- 热工制度
- 间歇式炉
- 炉型结构
- 罩式炉
- 输送形式
- 升降底式炉
- 控制形式
- 温度控制炉
- 主要用途
- 科研单位实验室,高温煅烧
- 产品认证
- IOS9001,CE
- 最大电压
- 380
- 提供加工定制
- 是
- 功率
- 5-20K
- 厂家
- 艳阳天
- 额定温度
- 可自定义
- 产地
- 江苏
可控的气氛调节系统,针对不同工业陶瓷的烧制工艺需求,该烧成炉配备可控的气氛调节系统。可通入氮气、氩气等惰性气体,营造无氧或低氧环境,防止陶瓷坯体在高温下氧化;也可根据工艺要求调节氧气含量,实现氧化气氛烧成。系统采用高精度质量流量计与压力传感器,对气体流量和压力进行精确控制,气体流量调节精度可达 ±0.1L/min,压力控制精度 ±50Pa。通过 PLC 控制系统,可根据烧成阶段自动切换气氛模式,如在坯体排胶阶段通入空气促进有机物分解,在高温烧成阶段切换为惰性气体保护,确保陶瓷产品的化学稳定性与物理性能。炉体采用全密封结构,配合耐高温密封材料,有效防止气体泄漏,维持稳定的炉内气氛。小型玻璃漏料中试熔炉哪家好?推荐咨询艳阳天炉业!杭州箱式侧开门玻璃实验坩埚熔炉推荐厂家

灵活可调的熔炉性能参数,小型玻璃漏料中试熔炉具备强大的性能调节能力,可满足多样化的玻璃试验需求。其额定功率为 30-80kW,通过变频电源实现功率无级调节,适配不同导热系数的玻璃原料;炉膛有效容积为 5-20L,可根据实验规模灵活选择,单次处理玻璃量从 2kg 至 15kg 不等。熔炉最高工作温度可达 1700℃,适用于硼硅酸盐玻璃、光学玻璃、微晶玻璃等多种材料的试验研究。同时,设备支持气氛环境模拟,可通入氮气、氩气等惰性气体或氧气,通过质量流量计精确控制气体流量与压力,模拟氧化、还原等不同烧成气氛,为玻璃成分优化与性能改进提供的实验条件。上饶箱式侧开门玻璃实验坩埚熔炉哪家好玻璃实验坩埚熔炉哪家好?推荐咨询艳阳天炉业!

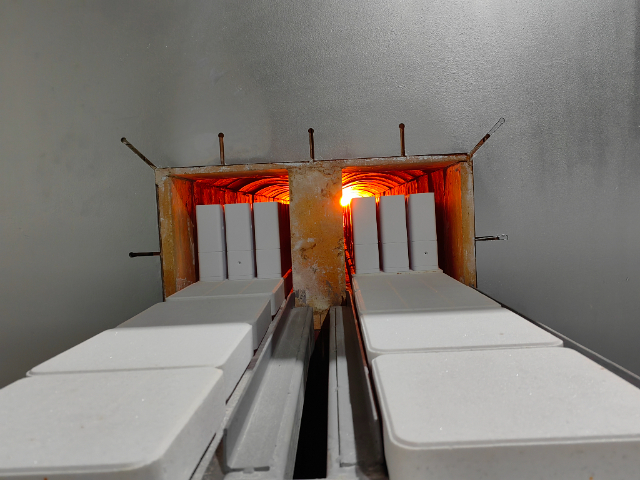
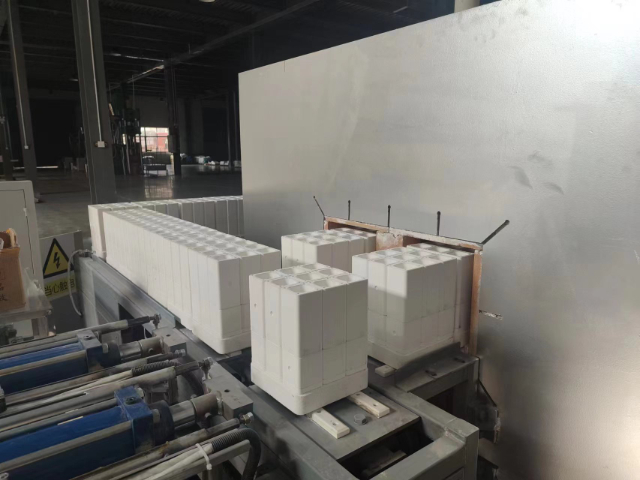
精密的传动与支撑系统,单(双)孔高温陶瓷烧成窑的传动与支撑系统经过精心设计,确保陶瓷坯体在烧成过程中平稳输送。采用耐高温的碳化硅辊棒作为支撑载体,辊棒表面经过特殊涂层处理,硬度高、耐磨性好,在 1700℃高温下仍能保持良好的机械强度和尺寸稳定性,有效避免坯体变形和粘连。传动系统配备高精度伺服电机和减速机,辊棒转速可在 0.01 - 1m/min 范围内无级调节,满足不同尺寸和重量陶瓷坯体的烧制需求。对于双孔窑型,两组传动系统相互独立,可分别设置不同的传输速度,适应不同工艺要求的产品烧制。同时,传动系统还设置了张紧装置和纠偏系统,实时监测辊棒运行状态,确保坯体在窑内直线运行,防止跑偏影响烧成质量。
自动化集成控制系统,该中温陶瓷烧成窑采用自动化集成控制系统,实现生产过程智能化管理。通过 PLC 控制器集成温度调节、气氛控制、传动控制等功能模块,操作人员可在触摸屏上直观设置烧成工艺参数,系统自动执行升温、保温、降温等操作流程。系统具备数据实时记录功能,可存储窑内温度曲线、气体流量、压力变化等关键数据,生成生产报表,便于质量追溯和工艺优化。支持与工厂 ERP 系统对接,实现生产数据远程传输,管理人员可实时监控设备运行状态和生产进度,合理安排生产计划。此外,系统内置故障诊断程序,能快速定位设备异常并提供解决方案,降低维修难度,提升设备运行效率。实验坩埚熔炉哪里买?艳阳天炉业期待与您合作!
高效智能燃气燃烧系统,该梭式窑配备高效智能燃气燃烧系统,采用低氮燃烧器,可适配天然气、液化气等多种燃气类型。燃烧器通过分级燃烧技术,将氮氧化物排放量控制在 50mg/m³ 以下,符合严苛的环保标准。系统搭载高精度燃气流量调节阀和空气比例阀,通过 PLC 控制系统实现燃气与空气的精确配比,空燃比调节精度可达 ±1%,确保燃气充分燃烧,提高燃烧效率。在升温阶段,燃烧器可根据预设的烧成曲线自动调节火焰强度和燃烧时间,以 5 - 12℃/min 的速率平稳升温;恒温阶段,维持稳定的燃烧状态,将温度波动控制在 ±1.5℃以内。此外,燃烧系统还具备火焰监测功能,一旦检测到火焰熄灭或异常,立即切断燃气供应,并发出声光报警,保障生产安全。熔炉厂家哪里有?欢迎咨询艳阳天炉业!厦门小型玻璃漏料中试熔炉维修
玻璃漏料中试熔炉维修可以找谁?艳阳天炉业售后无忧!杭州箱式侧开门玻璃实验坩埚熔炉推荐厂家
优化型复合窑体结构设计,工业陶瓷 1400℃单(双)孔中温陶瓷烧成窑的窑体采用优化型复合结构,外壳选用碳钢材质,经过特殊防腐处理,坚固耐用且抗环境侵蚀。内部隔热层采用三层复合设计,内层为高铝质耐火砖,氧化铝含量达 75% 以上,具备良好的耐高温性能和抗热震性,能有效承受 1400℃高温下陶瓷坯体的烧成过程;中间层填充硅酸铝纤维毯,其导热系数低至 0.05W/(m・K),大幅降低热量散失;外层辅以岩棉板进一步增强隔热效果,使窑体表面温度维持在 50℃以下,既保障操作人员安全,又减少能源损耗。单孔窑型适合小批量定制化生产,双孔窑型则可通过温控分区,同时处理两种不同工艺要求的陶瓷坯体,提升生产效率。杭州箱式侧开门玻璃实验坩埚熔炉推荐厂家

精密可控的漏料成型系统,漏料成型系统是该中试熔炉的技术亮点,由高精度计量泵、温度补偿装置与智能控制系统组成。计量泵采用齿轮式精密结构,流量调节范围为 0.1-10L/h,可实现玻璃液的稳定、定量输出,配合压力传感器实时监测漏料压力,确保成型过程中玻璃液流速波动小于 ±3%。温度补偿装置通过环绕式加热圈对漏嘴进行局部控温,使漏嘴温度与玻璃液温度差保持在 ±5℃以内,避免因温度骤降导致玻璃液黏度突变,影响成型精度。智能控制系统支持手动与自动两种操作模式,操作人员可通过触摸屏预设漏料速度、成型时间等参数,系统根据预设程序自动调节计量泵转速与漏嘴温度;同时配备可视化界面,实时显示漏料过程的关键数据,便...
- 重庆箱式侧开门玻璃实验坩埚熔炉品牌 2025-07-09
- 广东熔炉定制 2025-07-09
- 江苏熔炉规格尺寸 2025-07-09
- 湖北箱式侧开门玻璃实验坩埚熔炉设计 2025-07-08
- 福建小型玻璃漏料中试熔炉直销 2025-07-08
- 广东箱式侧开门玻璃实验坩埚熔炉故障维修 2025-07-08
- 深圳熔炉价格 2025-07-08
- 上饶小型玻璃漏料中试熔炉多少钱 2025-07-08
- 浙江小型玻璃漏料中试熔炉售后服务 2025-07-08
- 上海箱式侧开门玻璃实验坩埚熔炉制造商 2025-07-08






- 深圳箱式微晶玻璃晶化炉解决方案 07-09
- 箱式微晶玻璃晶化实验炉 07-09
- 福州推板式微晶玻璃晶化炉生产厂家 07-09
- 江苏实验炉维修 07-09
- 重庆实验炉价格 07-09
- 上海箱式微晶玻璃实验炉解决方案 07-09
- 江西推板式微晶玻璃实验炉生产厂家 07-09
- 深圳箱式微晶玻璃晶化炉推荐厂家 07-09
- 湖州升降式微晶玻璃浇铸晶化炉直销价格 07-09
- 广东箱式微晶玻璃晶化实验炉哪里买 07-09