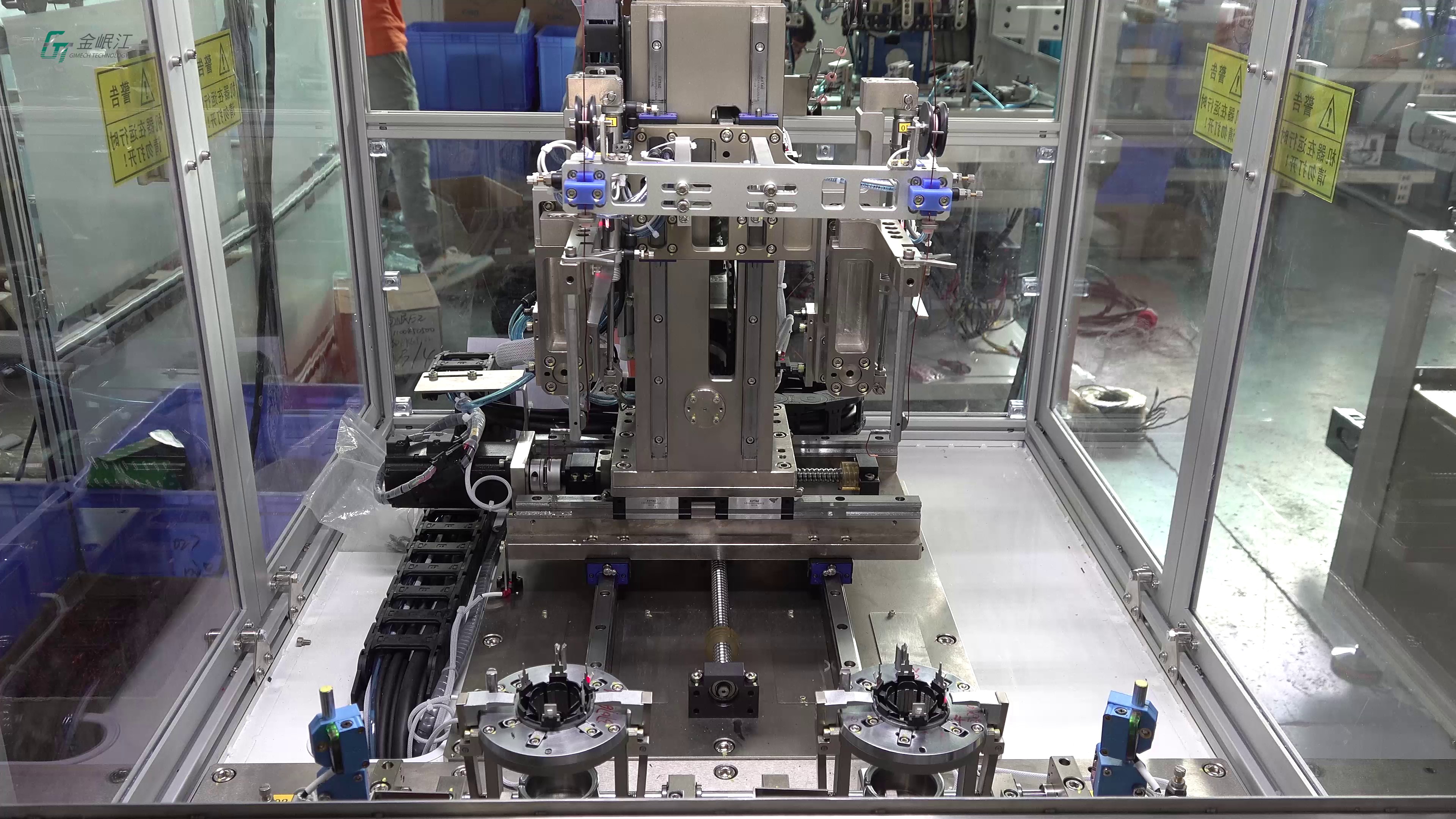
ND-SW02单工位凸轮内绕机产品视频上一个:单工位无刷电机绕线机单针伺服内绕机下一个:ND-SW03单工位三线嘴内绕机单工位无刷定子内绕机型号:ND-SW02简介:此无刷定子绕线机采用内绕设计,可绕制不同类型的无刷定子,箱体为凸轮传动,整个线圈绕线过程自动化,ND-SW02系列无刷电机定子单工位凸轮内绕线机设备简介/简介/介绍:此无刷定子绕线机采用内绕设计,可绕制不同类型的无刷定子,箱体为凸轮传动,整个线圈绕线过程自动化,Φ,自动过线,手工剪线,速度比较大可达每分钟400转。设备有远程诊断功能。参数/Specification:线径范围Wirediameter:(特殊规格可定制)绕线速度Winding:50-400r/min绕线方式缠绕速度:凸轮传动am驱动,针式绕线针绕组适应叠厚Stack长度:5-100mm定子内径定子内径:25-60mm定子外径定子外径定子外径:60-150mm适应电机级数Poles编号:2、4、6、8气源压力Air压力:兆帕电源电压:380V/50HZ三相四线380V/50HZ三阶段四电线总功率Power::千瓦外形尺寸Machine尺寸:680*560*1450mm重量Weigth:≈300公斤。 由于滚珠丝杆与步进电动用的是柔性连接方式,对步进电动机机座定位面的要求和滚珠丝杆与导向杆件的装配。厦门卧式绕线机供应
能够通过电机、电动元件、气动元件、传动装置、传感器、控制系统等组合成一台具有高自动化程度的设备。通常可以自动排线、缠头、断夹线、捻线、上下料。操作工只需要保证原料的充足,在没有工件或铜线时及时跟换即可保证连续生产,通常轴数较高,以实现高效率生产。自动化程度足够高的机器可以满足一名员工同时看管多台设备的要求。***:操作工无需培训直接上岗,生产效率高,产品质量均匀,可长时间无间断工作。缺点:价格比半自动设备高,需要时间才能收回成本产生效益,需要专门配备技术员保证设备的运行,故障的维修较繁琐,更换产品种类较难。适合单一成熟产品的大批量生产。半自动型是目前国内使用*****的绕线机,*能够实现自动排线,剩下所有操作需操作工完成。通常轴数较少,以配合操作工的操作时间,方便更换不同模具来生产不同产品。***:价格便宜,一些机械无法完成的工艺可以由人工完成,设备出现偏差可以由操作工调节补偿,更换产品方便。缺点:需要配备的人工较多,员工需要一定培训,受操作工的操作熟练度限制。钣金件加工编辑分析适合低成本生产、新产品生产、多种类少批量生产。按照绕线方式可分为:平绕机、环型绕线机、飞叉绕线机、三维绕线机。 芜湖超音波绕线机设备厂家玩具微型电机;(飞叉式,绕头式)。
用于带动***活动座沿X轴活动的***平移驱动电机,固定在***活动座上的第二固定梁,滑动的安装在第二固定梁上并可沿Y轴活动的第二活动座,用于带动第二活动座沿Y轴活动的第二平移驱动电机,夹持送线固定座固定的安装在第二活动座上。本实用新型的有益效果在于:相比于现有技术,本实用新型能够代替人工操作,精确的定子轮毂上绕制线束,在绕制过程中,能够对线束进行拉紧和有序的排列,保证线束绕制的精确度,通过提高电动车定子绕线的效率,降低人工成本。图1为本实用新型电动车定子绕线机的结构示意图;图2为图1所示电动车定子绕线机的安装示意图;图3为图2中夹持送线装置的结构示意图;图4为图3中上夹块和下夹块的结构示意图;图5为图2中排线装置的结构示意图;图6为图2中轮毂驱动装置的结构示意图;图7为图6中轮毂驱动装置的安装示意图;图8为图2中飞线装置的结构示意图;图9为图2中平移装置的结构示意图;其中:100、工作台;200、夹持送线装置;210、固定座;211、滑轨;220、阻尼器;230、夹持组件;231、安装座;232、上夹块;233、下夹块;2331、凸起部;2332、导线孔;234、夹线驱动电机;235、滑轨;236、丝杆;237、丝杆螺母;240、送线驱动电机;241、丝杆。
并且在对线材起到张紧作用的同时,能够防止线材散乱,保证线材的有序性,提闻了定子的成品率。轮毂驱动装置400包括固定在工作台100上的固定架480,枢接在固定架480上的转轴组件,用于带动转轴组件转动的轮毂驱动电机471,定子轮毂700安装在转轴组件的前端。转轴组件可实现定子轮毂700的快速安装和拆卸,其包括芯轴410、锁紧套450、轴套430、锁紧螺母440、锁紧电机420,其中锁紧套450套装于芯轴410的前端,其呈锥状,锁紧套450的直径由芯轴410的前端向着芯轴410的后端逐渐减小,轴套430套合在芯轴410上,其前端设置有套合在轴套430外部的抓爪431,抓爪431为圆周分布于轴套430前端的多个爪片,当轴套430沿轴芯轴410的轴向向着芯轴410的前端活动时,抓爪431上的多个爪片会被锁紧套450的前端撑开,使抓爪431的直径变大,定子轮毂700位于芯轴410的前端,其套接在抓爪431的外部。锁紧螺母440螺接在芯轴410的轴端部,并且锁紧螺母440可由锁紧电机420带动相对于芯轴410转动,当锁紧电机420正转时,锁紧螺母440旋紧,并沿着芯轴410的轴线方向向着芯轴410的前端移动一定距离,锁紧螺母440即向前挤压轴套430,使轴套430沿着芯轴410的轴线方向向前运动一定距离。 价格便宜,一些机械无法完成的工艺可以由人工完成,设备出现偏差可以由操作工调节补偿更换产品方便。

动绕线机变压器(高压包),电阻器电阻丝绕线机,电子点火器绕线机、灭蚊器上的高压线圈,喇叭,耳机,麦克风的音圈,伺服扁线绕线机,各种电焊机等不能一一举例,这些里面的线圈都需要用绕线机来绕。全自动绕线机调速方式为了适应线圈的加工工艺,全自动绕线机需配置主轴调速功能,绕线设备应加工类型的区别其配置也各不相同,我们比较熟悉的主轴电机类型有交流电动机、直流电动机、伺服驱动电机这三类,这些电机所使用的调速方式有各自的特点。绕线机短路如何处理(一)产生原因绕线机断路产生的原因主要包括,检修时线路被扯断;制造工艺问题;绕线机各元件线头焊接不良,过热脱焊;绕线机受外力被损坏;绕线机短路及接地,导致烧毁等。(二)检测方法1、观察法。断点**常出现的位置一般在绕线机端头部位,扬州绕线机,可通过目测查找绕线机两处端头有无脱焊。2、万用表或摇表检测法。分别测每相绕线机的首尾端,无穷大的一相为断路相。3、通电检测法。在电机正常运行时,分别采用钳位电流表测量三相电流,若三相电流失衡,并能排除掉短路故障,则小电流的绕线机有断路故障。(三)处理修复方法1.断路在端部时,连接好后重新焊牢,包以适当的绝缘并浸绝缘漆烘干。 操作工无需培训直接上岗,生产效率高,产品质量均匀,可长时间无间断工作。肇庆内绕绕线机推荐
一般开始要慢一点,一直朝前运行,直到模舌接触到定子模具部分的一个槽口,然后卡进槽口里。厦门卧式绕线机供应
第二滑块34带着第四线夹37、第五线夹38以及其上的磁环在第二滑轨33上向前移动,直到下个工序位处停止,同时***线夹25、第二线夹26、第三线夹27、第四线夹37以及第五线夹38均由全自动绕线机内部的驱动机构进行驱动,同时全自动绕线机内部的驱动机构驱动***滑块23在***滑轨22上滑动,全自动绕线机内部的驱动机构驱动第二滑块34在第二滑轨33上滑动。以上显示和描述了本发明的基本原理和主要特征和本发明的***,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。厦门卧式绕线机供应