- 品牌
- 通硕
- 型号
- 齐全
焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊首先要考虑工件焊接的位置,在批量生产时考虑做定位工装保证点焊位置准确。为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置,同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。点焊后在工件表面会出现焊疤,要用平磨机进行处理,氩弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。氩弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。钣金车间加工部件的加工步骤为:产品前期试验、产品加工试制和产品批量的生产。常州本地钣金加工图片

2:车体修复 (将因撞击或翻转造成的铁板凹陷,梁架弯曲,尺寸位移等伤害进行更换,拉伸,焊接等修复)3:钣金件修复 (将所有破损的应修复钣金件进行粘接,焊接等外观及尺寸复原)4: 钣金件严修(将修复后的车门车灯等钣金和移位的机械电器等非钣金件进行复位,这需要高超的技艺和不懈的耐心,才能做到精细的安装和美观)5:全车安装 (喷漆后将所有钣金件进行安装和固定,以及全部活动钣金部件的测试工作)6:出厂结束在汽车制造和维修,许多钣金结构件的形状是非常复杂的,为了避免板材的困难,薄板金属材料必须具有良好的工艺性能要求,即:苏州便捷式钣金加工现货品质要求与工艺要求。

(23)拍平:指对有一定形状的工件过渡到平整的工艺过程。(24)冲网孔:指在普通冲床或或数控冲床上用模具对工件冲出网状的孔。(25)扩孔:指用钻头或铣刀把工件上小孔加工为大孔的工艺过程 [1]。钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(,不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用材料不同,一般需从产品其用途及成本上来考虑。1.冷轧板SPCC,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。
⒋ 不锈钢SUS301 Cr(铬)的含量较SUS304低,耐蚀性较差,但经过冷加工能获得很好的拉力和硬度,弹性较好,多用于弹片弹簧以及防EMI。⒌ 不锈钢SUS304 使用*****的不锈钢之一,因含Ni(镍)故比含Cr(铬)的钢较富有耐蚀性、耐热性,拥有非常好的机械性能,无热处理硬化现象,没有弹性。钣金工艺一般来说基本设备包括剪板机(Shear Machine)、数控冲床(CNC Punching Machine)/激光、等离子、水射流切割机(Cutting Machine)、折弯机(Bending Machine)、钻床以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。在产品加工试制步骤时,应及时与顾客沟通联系,得到相应加工的评价之后,再进行产品批量的生产。

在满足产品的功能、外观等要求下,钣金件的设计应当保证冲压工序简单、冲压模具制作容易、钣金件冲压质量高、尺寸稳定等。详细的钣金件设计指南可参考机械工业出版社出版的《零件结构设计工艺性》和《面向制造和装配的产品设计指南》。钣金件工厂一般来说基本设备包括剪板机(Shear Machine)、数控冲床(CNC Punching Machine)/激光、等离子、水射流切割机(Laser,Plasma, Waterjet Cutting Machine)/复合机(Combination Machine)、折弯机(Bending Machine)以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。常州本地钣金加工图片
金属板材加工就叫钣金加工。常州本地钣金加工图片
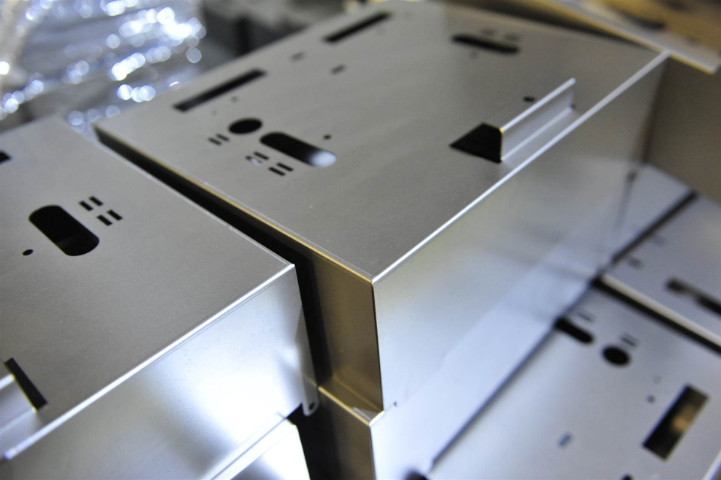
钣金机箱是针对金属薄板(一般在6mm以下)使用综合冷加工工艺,冷却形成后所需要的机箱。加工工艺包括剪、冲、切、复合、折、焊接、铆接、拼接、成型(如汽车车身)等。钣金机箱是针对金属薄板(一般在6mm以下)使用综合冷加工工艺,冷却形成后所需要的机箱。加工工艺包括剪、冲、切、复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其***的特征就是同一零件厚度一致。随着钣金的应用越来越***,钣金件的设计变成了产品工业开发中很重要的一环。机械工程师必须熟练掌握钣金件的设计技巧 [1]。常州本地钣金加工图片
无锡通硕精密机械有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同通硕供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。苏州附近钣金加工厂家直销在满足产品...
- 新吴区定制钣金加工厂家直销 2025-07-09
- 南京节能钣金加工图片 2025-07-08
- 滨湖区购买钣金加工量大从优 2025-07-08
- 徐州便捷式钣金加工量大从优 2025-07-08
- 徐州销售钣金加工厂家供应 2025-07-07
- 滨湖区销售钣金加工供应商 2025-07-07
- 常州销售钣金加工供应商 2025-07-07
- 惠山区购买钣金加工哪家好 2025-07-07
- 南京定制钣金加工图片 2025-07-07
- 梁溪区销售钣金加工图片 2025-07-07

- 常州本地钣金加工服务热线 2025-07-05
- 常州直销钣金加工图片 2025-07-04
- 常州购买钣金加工图片 2025-07-04
- 锡山区购买钣金加工供应商 2025-07-03
- 滨湖区定制钣金加工量大从优 2025-07-02
- 宜兴定制钣金加工批量定制 2025-07-02




- 滨湖区购买焊机批量定制 07-10
- 无锡便捷式激光切割加工量大从优 07-09
- 梁溪区本地焊机量大从优 07-09
- 新吴区定制钣金加工厂家直销 07-09
- 江苏节能激光切割加工服务热线 07-09
- 梁溪区便捷式焊机厂家直销 07-09
- 锡山区本地焊机厂家供应 07-09
- 徐州附近激光切割加工图片 07-09
- 惠山区直销不锈钢加工定制厂家现货 07-09
- 苏州销售焊机图片 07-09