- 品牌
- 通硕
- 型号
- 齐全
由于汽车是一个高精度的整体。并且电器配件,机械配件都要以高精度低误差依附于车体的相应位置。甚至于车漆的直,曲线性(极大影响车身美观)也要高度依赖车体钣金的误差值,所以,钣金车体以及修复,成为了汽车行业一个无硬性标准,无自动工具,无法直观传授的纯手工工种。简而言之,汽车钣金就是对出现故障和损坏的车体进行完全的修复!钣金工工作流程详解(例:一辆撞击并导致翻车事故的轿车)1:全车拆解 (将有可能涉及到的,或是将进行喷漆工作的部位所有钣金件拆下)也叫“冲桥”,指在冲床或油压机用模具使工件形成像桥一样形状的工艺过程。梁溪区节能钣金加工厂家现货

⒉ 镀锌钢板SECC SECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,即成为电镀锌产品。SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。在电子产品、家电及家具的市场上具有很大的竞争性及取代性。例如电脑机箱普遍使用的就是SECC。⒊ 热浸镀锌钢板SGCC 热浸镀锌钢卷是指将热轧酸洗或冷轧后之半成品,经过清洗、退火,浸入温度约460°C的溶融锌槽中,而使钢片镀上锌层,再经调质整平及化学处理而成。SGCC材料比SECC材料硬、延展性差(避免深抽设计)、锌层较厚、电焊性差。梁溪区节能钣金加工厂家现货也叫“翻边”,指在普通冲床或其他设备上使用模具对工件形成圆孔边翻起的工艺。过程。

激光打孔技术是激光材料加工技术中**早实现实用化的激光技术。钣金车间中激光打孔一般采用的是脉冲激光,能量密度较高,时间较短,可以加工1μm的小孔,特别适用于加工具有一定角度和材料较薄的小孔,还适合加工强度硬度较高或较脆较软材料的零件上的深小孔和微小孔。激光可实现燃气轮机的燃烧器部件打孔加工,打孔效果可实现三维方向,数量可达到上千个。可打孔的材料包括不锈钢、镍铬铁合金和哈斯特洛依(HASTELLOY)基合金。激光打孔技术不受材料的力学性能影响,实现自动化比较容易。
1. 普通冷轧板 SPCCSPCC是指钢锭经过冷轧机连续轧制成要求厚度的钢板卷料或片料。SPCC表面没有任何的防护,暴露在空气中极易被氧化,特别是在潮湿的环境中氧化速度加快,出现暗红色的铁锈,在使用时表面要喷漆、电镀或者其他防护。2. 镀锌钢板SECCSECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,即成为电镀锌产品。SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。在电子产品、家电及家具的市场上具有很大的竞争性及取代性。例如电脑机箱普遍使用的就是SECC。钣金车间加工部件的加工步骤为:产品前期试验、产品加工试制和产品批量的生产。

**纸箱或气泡袋、胶垫、托盘、木箱等。包装好后放入纸箱,然后在纸箱上贴上相应成品或半成品标签。钣金件的质量除在生产制程中严格要求外,就是需要**于生产的品质检验,一是按图纸严格把关尺寸,二是严格把关外观质量,对尺寸不符者进行返修或报废处理,外观不允许碰划伤,喷涂后的色差、耐蚀性、附着力等进行检验。这样可以找到展开图错误,制程中的不良习惯,制程中的错误,如数冲编程错误,模具错误等。⒈ 适用范围⒈1 本守则适用于各种黑色金属的直线边缘的材料毛坯的剪切及其他类似的下料。指在钻床或铣床上使用钻头对工件进行打孔的工艺过程。常州便捷式钣金加工批量定制
激光可实现燃气轮机的燃烧器部件打孔加工,打孔效果可实现三维方向,数量可达到上千个。梁溪区节能钣金加工厂家现货
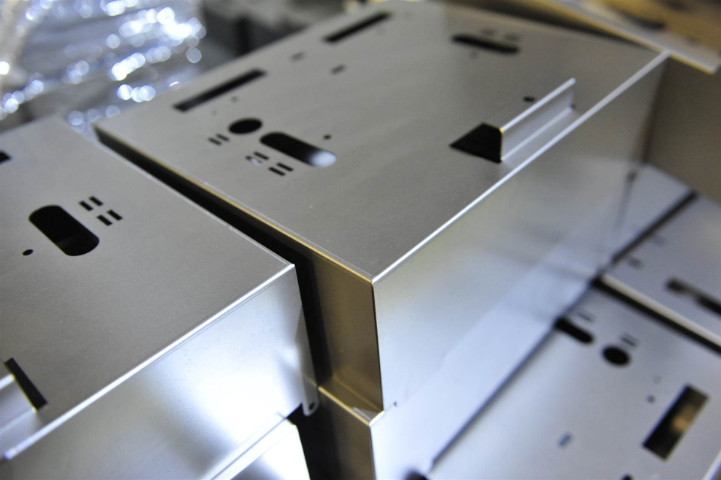
钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是-在加工过程中厚度不变的零件. 相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。现代钣金工艺包括:是灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割等。3D软件中,SolidWorks、UG、Pro/E、SolidEdge、TopSolid等都有钣金件一项,主要是通过对3D图形的编辑而得到钣金件加工所需的数据(如展开图,折弯线等)以及为数控冲床(CNC Punching Machine)/激光、等离子、水射流切割机(Laser,Plasma, Waterjet Cutting Machine)/复合机(Combination Machine)以及数控折弯机(CNC Bending Machine)等提供数据。梁溪区节能钣金加工厂家现货
无锡通硕精密机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,通硕供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。苏州附近钣金加工厂家直销在满足产品...
- 新吴区定制钣金加工厂家直销 2025-07-09
- 南京节能钣金加工图片 2025-07-08
- 滨湖区购买钣金加工量大从优 2025-07-08
- 徐州便捷式钣金加工量大从优 2025-07-08
- 徐州销售钣金加工厂家供应 2025-07-07
- 滨湖区销售钣金加工供应商 2025-07-07
- 常州销售钣金加工供应商 2025-07-07
- 惠山区购买钣金加工哪家好 2025-07-07
- 南京定制钣金加工图片 2025-07-07
- 梁溪区销售钣金加工图片 2025-07-07


- 常州本地钣金加工服务热线 2025-07-05
- 常州直销钣金加工图片 2025-07-04
- 常州购买钣金加工图片 2025-07-04
- 锡山区购买钣金加工供应商 2025-07-03
- 滨湖区定制钣金加工量大从优 2025-07-02
- 宜兴定制钣金加工批量定制 2025-07-02



- 滨湖区购买焊机批量定制 07-10
- 无锡便捷式激光切割加工量大从优 07-09
- 梁溪区本地焊机量大从优 07-09
- 新吴区定制钣金加工厂家直销 07-09
- 江苏节能激光切割加工服务热线 07-09
- 梁溪区便捷式焊机厂家直销 07-09
- 锡山区本地焊机厂家供应 07-09
- 徐州附近激光切割加工图片 07-09
- 惠山区直销不锈钢加工定制厂家现货 07-09
- 苏州销售焊机图片 07-09