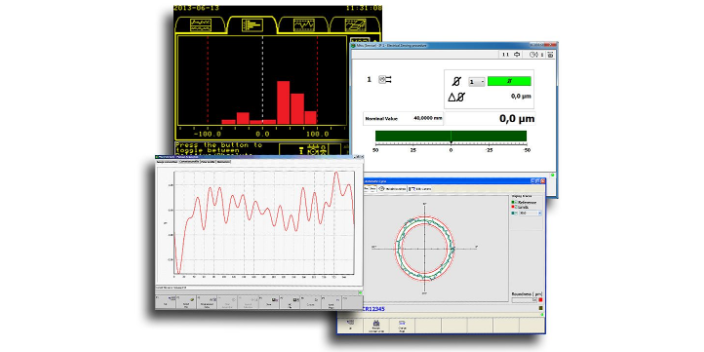
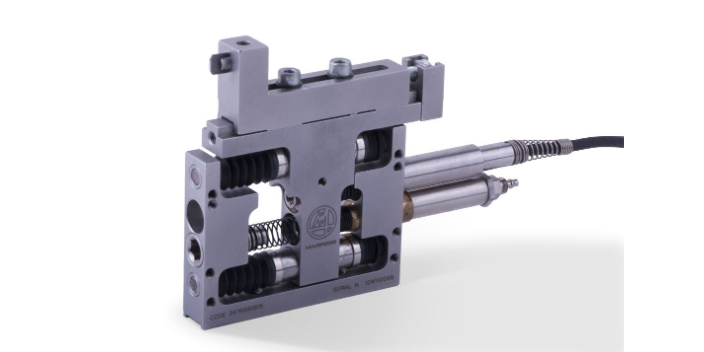
可将WRSP60扫描式测头用于检查新加工的部件的轮廓是否正确以及用于直接检测机床中任何表面缺陷,从而避免将此类检查与检测传输到测量实验室,以及避免在需要后续返工的情况中将其重新定位在机床中。马波斯研发的这款WRSP60测头拥有一个无线传输系统,可将其用于在**常用的切屑去除机床上直接扫描零件。在使用WSRP60测头时,可完成一些采用标准接触式测头不能完成的操作或者可**缩短周期时间,如:通过切割程序校正、标准件比较以及跳动检查而完成轮廓质量控制、零件未对准校正与表面变形检查,也可将这些测头用于进行正确定位零件所需的“接触”。带有WRI无线接收器的系统接口能够与安装在工业或标准个人计算机上的软件包通信,从而管理并呈现测量值以及获取数据。可采用WRSP60系统通过对新加工的零件进行轮廓与表面接触式扫描直接在机床环境对机械加工过程进行精确、完整的质量控制。系统采用无线传输系统将数据传到WRI接收器。通过一个**马波斯软件包收集、分析与呈现数据。周期可用于生产耦合零件(匹配磨削),组合周期检查锥度或监测零件形状,加工椭圆度或偏心率。辽宁后数控机床测量仪方法
对于专机线,马波斯可以提供一整套标准或定制的检具,这些检具包含接触式检具(配合大量测量传感器),气动检具或者气电混合型检具,工件尺寸在机床内部检测,检测结果通过数据线传输到电器元件,测量结果用于刀具补偿从而使减少报废和成本成为可能。对于传输线路,Marposs提出了一套完整的标准和特殊的测量插头系列,使用了触摸技术(也带有宽量程测量单元)、气动或混合技术。对于专机线,马波斯可以提供一整套标准或定制的检具,这些检具包含接触式检具(配合大量测量传感器)。M10是一种电子测量塞规,旨在测量内径,包括缸体内孔和连接杆孔。适用于连续自动工作机床、专用机床以及加工工序后测量站上的内部操作测量。将M10集成在封闭环路系统中,可将测量信息作为反馈信息发送到机床(如:刀具磨损补偿、缩短整个机械加工时间以及减少废品)。测量仪可测量13-140mm范围内的直径。可在严峻的机床环境中完成测量周期:M10可以防范冷却液与碎屑。辽宁后数控机床测量仪方法马波斯测量科技可以供应外圆磨床在线加工测量仪软件。

如果在不同工业环境中发挥光学技术的优势,不仅可满足传统金属切削加工的应用要求,还能满足新兴成长型行业的要求,例如半导体,生物医药,陶瓷等行业.全新VTSSF-45COMPACT-结构紧凑,性能***新在何处?马波斯推出新款视觉对刀仪:VTSSF-45Compact。其全新的机械设计继续保持市场**的精度和重复精度。而且,全新的小巧尺寸,特别是机床空间有限时,VTSSF-45Compact是理想的选择。除SF-45Compact产品外,VTS产品线还包括中等尺寸的WF-85产品,2023年还将推出WF-170。新产品的推出进一步提高了VTS产品线的灵活性,可安装在更多机床上,测量大量不同尺寸的刀具。亮点和获益VTS采用阴影投影测量原理:照明物体的阴影被投射到摄像头中,摄像头可在一次运动中,用阴影形状采集大量信息,包括刀具长度,静态和动态直径、总指示值(TIR)和切削刃半径。VTS的分辨率可达0.1µm,可测量直径*10µm的刀具并保持高达0.2µm的***重复精度。数据采集期间,刀具可继续保持最高转速转动。也就是说机床操作员无需降低主轴转速,因此,可缩短对刀时间和提高测量精度。
在检测金属双极板时,马波斯可提供界面接触电阻检测方案以助力新能源电动车行业。从适用范围的角度来看,马波斯提供的这款界面接触电阻检测方案可用于检测金属双极板的质量,同时预测GDL膜压紧并装入PEM燃料电池堆后的电气特性。对于金属双极板的检测而言,马波斯提供的检测方案提供的压紧力值为40kN。在进行检测的过程中,马波斯提供的这款界面接触电阻检测方案也能调整压缩顺序。同时,界面接触电阻检测方案可保证测试检具可换,并提供高分辨率的电阻测。在线加工测量仪方法咨询,请联系马波斯测量科技。

精密度盘式测量仪器与度盘式比较仪需要单独报价,报价取决于型号精确匹配的测量主轴与测量杆(**小滞后作用)在质量陶瓷轴承中运行的齿轮轴旨在任何位置中设置零的360°完整旋转的斜视规有效的防震系统协助将工件插入测量设备中的额外超程手动测量外径检具:马波斯为采用机械与电子测量传感器获取的变量、外径的高精度控制、肩部之间的销或者靠近曲轴以及传动轴等上的垫片提供了所有手动测量仪器。测量外径的马波斯产品系列**的是当前市场上可获取的先进且可靠解决方案。曲轴检查领域,马波斯Fenar L系统是测量主轴承轴颈直径与轴承销轴颈直径的理想选择,实现高灵活度与精确度。辽宁后数控机床测量仪方法
提高生产效率、优化机械加工时间和增加对生产零件质量要求,需要针对研磨流程的高性能测量与控制仪器。辽宁后数控机床测量仪方法
数据采集/分析/管理制造业十分关注合格数据的可用性。马波斯的解决方案生成中的数据能准确表示产品功能以及在其下运行的流程的状态。通过我们的测量采集、归档技术和应用的统计过程控制技术,汇集了大量可靠的信息。我们的网络和云端解决方案使信息可进行检索和使用。统计过程控制是一种使用***的方法,用来进行正式调查,以降低生产过程成本,推动质量的持续改进,并提高整体效率。统计过程控制是一种基于统计分析的质量控制方法。统计过程控制的理论基于以下观察结果:任何制造过程都包含许多可变性来源。尽管目标是获得尽可能高的质量(即符合规范),但可变性将使生产的两个部件不能完全相同。可变性分为两种类型:常见原因:由生产过程中产生随机分布式输出的未知因素引起。特殊原因:由外部因素引起;这些因素在时间上受到限制并且*影响部分生产,使其变得分散和不可预测。如果您能够识别并删除第二种变化,则该过程是稳定的;统计过程控制分析有助于识别第二类可变性。辽宁后数控机床测量仪方法