- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
干气密封主要元件的一般要求:1、 硬质材料密封环密封端面平面度不大于0.0006mm,粗糙度Ra值不大于 0.2um,软质材料密封环密封端面平面度不大于0.0009mm,粗糙度Ra值不大于 0.2um,静止环密封端面与副密封O形橡胶圈接触部位表面粗糙度Ra值不大于 0.8um,旋转环两端面的平行度0.005mm。2、密封环端面不得有裂纹、杂质、气孔、磕碰等缺陷。3、静密封O形橡胶圈槽与静密封0形橡胶圈接触部位表面粗糙度Ra值不大于1.6um。4、O形橡胶圈尺寸系列及公差按GB 3452.1-2005的规定,胶料的物理化学性能要求按JB/T 7757.2-2-2006的规定,O形橡胶圈可采用高于GB 3452.1-2005及JB/T 7757.2-2006的国外标准0形橡胶圈。5、弹簧的技术要求应符合JB/T 11107-2011的规定,同一套密封中各弹簧之间的自由高度差不大于0.5mm。6、石墨环需做气压试验,试验压力为0.3MPa持续10min不应有破裂和渗漏现象。这种密封方式通过气体压力形成密封效果,避免了传统液体密封的不足之处,如腐蚀和污染。山西泵用干气密封价格

干气体密封的辅助系统,干气密封的支持系统控制部件及管线远不及常规液体密封安装的那么复杂或者那么昂贵,通常具有如下特点:①气源与支持系统工程简单;②操作时无磨损,密封寿命可达数年;③工艺气体漏损率低,且工艺介质不会被污染;④对转子轴向或径向移动不敏感;⑤对密封的气体性能相对来说不敏感;⑥低动力消耗,约为机械接触式密封的1/20左右。由于密封面上的螺旋槽深只有几个微米,因此必须有非常干净的气体来启动并保护显微深度的密封面外表面。一般要求密封上游的注气非常洁净,无论是外设气源还是来自压缩机出口的工艺密封气都需要经过严格滤清。山西泵用干气密封价格随着市场竞争加剧,越来越多制造商开始重视干气密闭技术,以增强产品竞争力。

电火花加工 (电蚀刻),此方法是利用2个电极放电的方法,将动压槽内待去除的材料电蚀刻掉, 其关键环节是放电头的制作。放电头端面结构和密封环端面动压槽结构相同,但图案是突出的。密封环和放电头分别连接2个电极,当2个端面接触时,产生放电,密封环端面动压槽部位的材料即被电蚀刻掉。这一方法要求电介质性能良好、放电头端面与密封环端面要平行,以取得均匀放电的效果, 否则各槽的槽深将难以保证。缺点是加工放电头困难,电蚀刻效率太低,放电头损耗较大。其次,加工成本高。而且,采用电火花加工方的动压槽效果不堪理想。再有就是电加工产生的表面应力造成的微裂纹会使材料的强度降低。
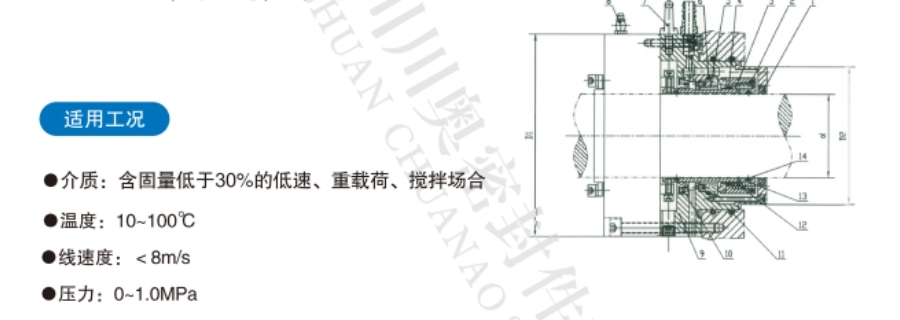
干气密封的典型结构:对于不同的工况条件,可采用不同的干气密封总体结构形式。实际应用中,用于离心压缩机的干气密封主要有下面四种结构形式:1、单端面密封,单端面密封主要用于不属于危险性的气体,即允许少量介质气体泄漏到大气环境中的场合。密封所用气体为工艺气本身。国内引进机组中的二氧化碳压缩机多用此种类型。2、串联密封,串联式干气密封是一种操作可靠性较高的密封结构,典型应用是允许少量介质气体泄漏到大气中的工况。在石油化工企业的引进机组中使用较多。在某些特殊场合,干气密封还可以与其他密封技术结合使用,以达到更好的效果。

干气体密封结构:1—动环;2—静环;3—弹簧;4,5,8—0形密封环;6—转轴;7—组装套。动、静环工作时受力情况示意:①为动、静环间隙,根据不同密封形式,3~10μm左右,②为动环内螺旋槽,深度一般为0.0025~0.07mm,高压气由环的外侧进入螺旋槽内形成密封气动压力④,流动至密封堰⑤时受阻,气体压力升至较高值,然后迅速降低⑥,并使静环离开动环一个微小间隙,该间隙的大小是弹簧力⑦、介质气体压力⑧以及动静环间隙中密封气压力平衡的结果,并维持动、静环一个合适的间隙值。随着环保法规日益严格,越来越多企业开始采用干气密封以满足排放标准要求。山西泵用干气密封价格
对于高温蒸汽系统,干气密封展现出突出的耐热性能,是传统密封方式无法比拟的选择。山西泵用干气密封价格
激光刻槽加工动压槽的步骤:①端面动压槽( 螺旋槽 、 T 形槽等 )图形的计算机设计和绘制,一般情况下, 激光刻槽系统都会提供相关的软件或与其他软件的接口。②导入工件图形文件到激光打标机的打标软件中,检查图形文件是否导人正确;同时设计图形的填充率。③定位工件;因为动压槽需要同心,需要把激光刻槽机的中心与被刻槽的密封环的几何中心相重合。定位的方法可以采用试调的过程,即在模拟工件上,通过试刻槽的方法使两个中心相重合。④调整工艺参数,不同的激光刻槽机和刻槽密封环的材质不同时,所需要设定的参数也不尽相同,需要采用试打的方法才能刻出理想的动压槽深度和表面质量。⑤打标。⑥把打标后的工件进行研磨 、 抛光, 保证密封端面精度。⑦测量与检查, 可以釆用三维深度仪或三维放大影响设备测量和检测密封环的动压槽的刻槽质量。山西泵用干气密封价格

影响气膜刚度的螺旋槽的结构参数主要有槽深、螺旋角、槽数、槽宽与堰宽比、槽长与坝长比等,需用专门使用软件进行优化设计。而影响气膜刚度的工艺参数主要有以下几类:1.缓冲气粘度,密封气粘度的大小对气膜刚度的影响比较大,粘度越大、动压效应越强、气膜刚度也就越大。2.密封气温度,在不同温度下,气体的粘度是不一样的;温度越高、粘度越大、气膜刚度越大。3.密封转速,转速越高,动压效应越强、气膜刚度越大。在理想状态下(即不考虑密封加工精度和安装精度的影响),干气密封的转速越高、其稳定性越好,而不受机械密封PV值的限制,因此干气密封特别适合高速运转下使用。4.密封端面的直径大小,在同一转速下,密封直径越大线速度...
- 山西泵用干气密封价格 2025-01-26
- 重庆压缩机干气密封型号 2025-01-22
- 广西低温干气密封行价 2025-01-14
- 福建换热器干气密封市价 2025-01-14
- 压缩机干气密封参考价 2025-01-10
- 江西集装式干气密封尺寸 2024-12-09
- 天津集装式干气密封规格 2024-12-01
- 广西串联式干气密封规格 2024-11-22


- 天津双端面剖分式机械密封供应商 02-07
- 广西双端面金属波纹管机械密封型号 02-07
- 深圳立式搅拌器机械密封制造商 02-06
- 陕西搅拌器机械密封厂家供应 02-06
- 山西泵用干气密封价格 01-26
- 重庆双端面金属波纹管机械密封制造 01-26
- 江西单端面搅拌器机械密封厂家 01-25
- 海南高压釜用机械密封生产厂家 01-25
- 贵州侧入式搅拌器机械密封标准 01-23
- 海南腻子粉搅拌器机械密封尺寸 01-22