
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。焊管机组由这些设备组成!上海销售焊管机组厂家供应
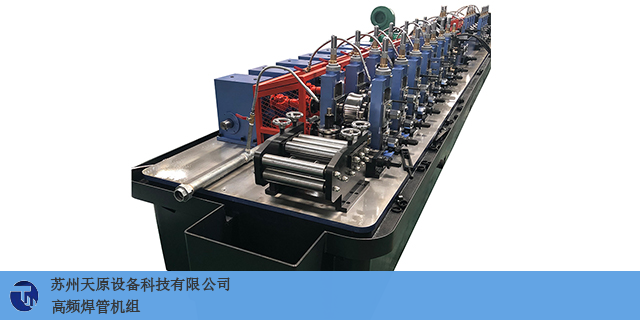
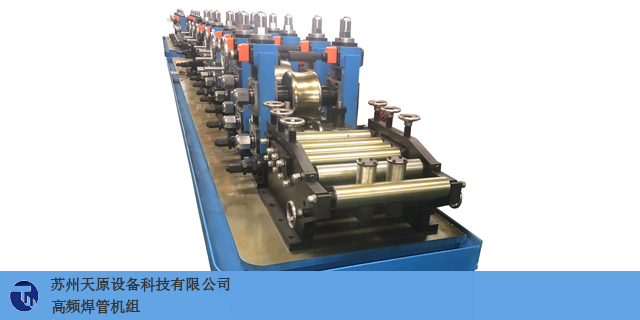
焊管机组
直缝高频焊管具有工艺简单,连续生产的特点,应用于民用建筑、石化,轻工等部门,多用于输送低压流体或做成工程构件及轻工产品,高频焊管的知识要点有哪些呢,下面给大家介绍一下。开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊和质量有很大影响,当减小开口角时,边缘之间的距离也减小,从而邻近效应增强,在其他条件相同的情况下,可以增加边缘的加热温度,从而增加焊和速度,开口角如果过小时,从汇合点到挤压辊中间线的距离会变长,从而导致边缘不是在高温度下受到挤压,这将降低焊和质量并增加功耗。实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化,当导向辊不能纵向调节时,可以通过使用导向环的厚度或压下封闭孔型来调整开口角的大小。感应器的放置位置对焊和质量有很大影响,当远离挤压辊中间线时,加热时间长,热影响区宽,降低了焊和强度。相反,边缘加热不足也会降低焊和强度,感应器应与管同心放置,其前端与挤压辊中间线之间的距离约等于或小于管道直径。阻抗器(磁棒)的放置位置不但对焊和速度有很大影响,而且对质量也有很大影响,实践证明阻抗器前端位置正好在挤压辊中间线处时。上海销售焊管机组厂家供应焊管机组与焊管的区别?
高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果间隙较大,邻近效应会减少,涡旋热将不够,焊和的晶体无法很好的熔合,造成不熔合或裂开,如果间隙小,邻近效应将上升,电焊的焊和热值过大,导致焊缝引燃,或是焊缝挤压成型冷轧产生凹坑,影响焊缝的工艺性能,精轧管的2个边沿加温到电焊焊和温度后,在挤压辊的挤压下,产生相互的金属材料颗粒物互相渗入结晶体,形成牢固的焊和,如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。焊管机组有哪些设备组成?

焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。焊管机组常见的问题及原因分析。上海销售焊管机组厂家供应
批量购买焊管机组会便宜一点嘛?上海销售焊管机组厂家供应
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。上海销售焊管机组厂家供应
焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。使用过程中,焊管机组要注意哪些问题?上海性能优良焊管机组哪家好焊管机组高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导...
- 黑龙江焊管机组互惠互利 2024-05-16
- 浙江销售焊管机组调试 2024-05-11
- 安徽焊管机组铸造辉煌 2024-05-11
- 江苏直销焊管机组哪家好 2024-05-09
- 上海销售焊管机组厂家供应 2024-05-09
- 上海好的焊管机组规格 2024-04-20
- 辽宁机械焊管机组哪家好 2024-04-18
- 陕西制造焊管机组调试 2024-03-04




- 安徽焊管机组铸造辉煌 05-11
- 江苏直销焊管机组哪家好 05-09
- 上海销售焊管机组厂家供应 05-09
- 苏州专业焊管设备公司电话 05-08
- 直缝焊管设备 森螺旋 05-07
- 哪里有不锈钢焊管机设备厂家 05-07
- 销售不锈钢焊管机出厂价格 05-07
- 甘肃专业焊管设备 05-03
- 吉林自动化不锈钢焊管机出厂价 05-03
- 吴江专业焊管设备使用 04-26