
如果工件的价值又很高,那么造成的后果将是灾难性的。同一个铣刀在不同夹持力刀柄下的槽加工。刀柄由于夹持力不足,从而造成掉刀现象,铣出来的槽深度呈斜坡型。 刀柄的夹持刚性的大小,直接影响到切削的吃刀量和是否导致振刀。我们还是以立铣刀为例,刀柄的夹持刚性不同,在同一台机床,相同的切削条件...
BIG大昭和基本参数
- 品牌
- BIG大昭和
- 型号
- BIG液压刀柄 BIG高速加工用刀柄 BBT基础柄 H
- 材质
- 合金
- 样品或现货
- 现货
BIG大昭和企业商机
夹持力:选择强力铣刀柄大部分用在夹持直径在20mm以上的刃具,特别是夹持立铣刀,在加工时有向下的拉力比较大(特别是粗加工),夹持力不够容易出现掉刀现象,轻的蹦刃、断/伤刀柄孔口处缩短刀柄寿命,严重的工件报废,这些都是不小的损失。夹持力大小主要是看夹持部分是否能均匀变形以及变形量的大小,均匀变形的精度相应也会更高,夹持力要大更稳定。刚性:刚性的好坏会直接影响到加工效率及质量,间接影响到机床精度,刀柄刚性不好加工时及易产生振动,在振动过程中会加快刃具的磨损同时也会导致机床精度下降,甚至会损坏机床锥孔及内部拉抓,刀柄的刚性主要体现的本体壁厚以及锁紧时螺母与本体贴紧的状态,会大幅度提高刀柄整体的刚性。 BIG大昭和零部件加工等的攻丝加工,是一道工序,若要取得放心的加工,要素之一是正确选择攻丝刀柄。广东附近BIG大昭和型号
BIG大昭和
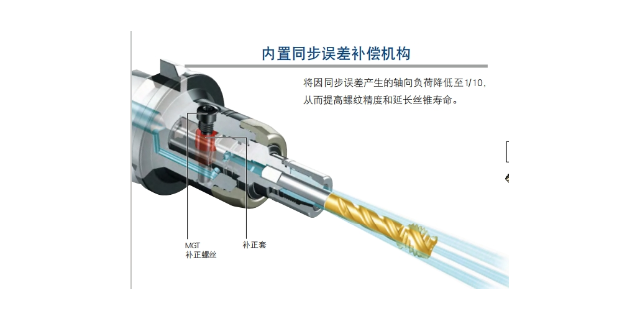
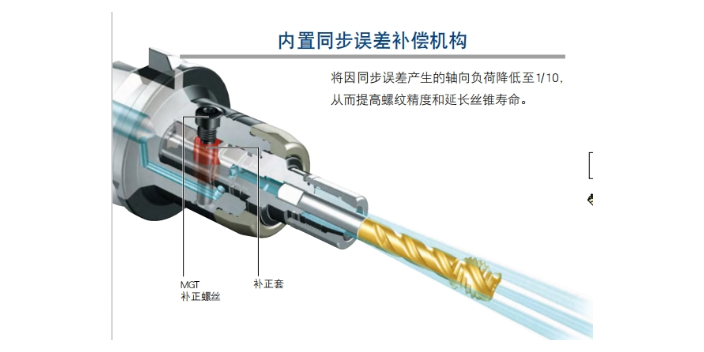
深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延长丝锥寿命。
另外,还有很多客户也问到这样一个问题:“现场的机床就是一般普通的机床,还有些机床精度也不好。那么还有必要在刀柄上做过多的关注和对比吗?”对于这个问题的回答是:这时候更需要关注合适的刀柄来弥补机床的不足,使机床“如虎添翼”,甚至是“重获新生”。 广东附近BIG大昭和型号苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,欢迎新老客户来电!

高速加工用刀柄美夹刀柄系列:高动平衡性1.从设计到制造的所有环节,追求动平衡性。实现各系列要求的高转速。高动平衡型设计+彻底的全周研磨+通过高精度动平衡测量仪检测平衡。采用新设计的美夹螺母(PAT.)抑制振动于1996年开发出突破常规的无扳手槽螺母。使螺母的平衡性提高、强度增加。同时,减少高速旋转时与空气摩擦的噪音,防止冷却液的飞溅。BIG从制造到出货的全程品质管理,刀柄本体刻印序列号No.。实行制造履历管理等全程化的品质管理,可放心使用。使用BIG美夹扳手,螺母的紧固作业更为简便;美夹扳手利用单向离合器的原理,在锁紧或松开螺母时用力均匀。又因为它是棘轮动作,所以和一般的扳手比,锁紧和松开时更轻松,更安全。高速旋转用美夹刀柄系列适用于各种主轴接口,从材质到品质、精度的各个环节严格把控,坚持全检,确保向全世界提供高质量的BIG品牌产品。
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通过不断的探索和实践证明,在刀具的总消耗成本中,刀柄和刃具比例大概是2:8甚至1:9的关系,使用高精密刀柄可以改善刃具的使用寿命,从而大幅度降低刀具总消耗成本。例如刃具寿命延长1倍,刀具总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省约80万。BIG大昭和的整体大概费用是多少?

上学时老师告诉过我们,阅读理解不论是中文还是英文,“但是”与“but”后面都是重点,前面的内容可以不看。这里我也来废话一句:”30°、45°、60°的倒角加工都是目前机械加工中极为常见的倒角角度,我们刀具室、工具柜里必须常备这种角度的倒角工具,但是是否接触过一些奇葩角度倒角要求呢?比如:8°、23°、47°、69°……是不是看到这种奇葩的倒角角度呈现在我们图纸上,你也会往往会倒吸一口凉气看一眼图纸设计者的姓名”。针对非30°、45°、60°的倒角加工,我们统称其为特殊角度的倒角加工。苏州默斯曼尔机械科技有限公司为您提供BIG大昭和。广东附近BIG大昭和型号
苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,有想法可以来我司咨询。广东附近BIG大昭和型号
改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。
使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有此功能,可通过下图所示的外冷转内冷刀柄来实现。
众所周知,为保证加工稳定,特别是小径孔加工,精度稳定是至关重要的一环。本文就为大家介绍一些关于高精度加工用刀柄信息。以上是通常的解决方法,针对个案可能还有其它更适合的解决方案,也欢迎大家提出来一起探讨。 广东附近BIG大昭和型号
与BIG大昭和相关的文章

广东日本BIG大昭和技术
- 广东本地BIG大昭和厂商 2024-05-29
- 浙江进口BIG大昭和型号 2024-05-27
- 成都靠谱的BIG大昭和要多少钱 2024-05-27
- 天津日本BIG大昭和真假区分 2024-05-26
- 四川附近BIG大昭和刀头 2024-05-25
- 成都好的BIG大昭和报价 2024-05-25
- 山东本地BIG大昭和真假区分 2024-05-23
- 天津国内BIG大昭和结构 2024-05-22
- 成都好的BIG大昭和型号 2024-05-21
- 四川靠谱的BIG大昭和刀片 2024-05-19
- 天津好的BIG大昭和型号 2024-05-15
- 湖北什么是BIG大昭和配件 2024-05-13
与BIG大昭和相关的产品

与BIG大昭和相关的新闻
-
福建好的BIG大昭和刀片 2024-05-04 07:32:18段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。 说到粗糙度,对我们从事机械加工的人...
-
天津好的BIG大昭和参考价 2024-05-04 07:28:02所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆...
-
湖北靠谱的BIG大昭和配件 2024-05-03 08:24:38BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。N/C车床用刀柄N/C...
-
广东附近BIG大昭和型号 2024-05-01 07:46:10夹持力:选择强力铣刀柄大部分用在夹持直径在20mm以上的刃具,特别是夹持立铣刀,在加工时有向下的拉力比较大(特别是粗加工),夹持力不够容易出现掉刀现象,轻的蹦刃、断/伤刀柄孔口处缩短刀柄寿命,严重的工件报废,这些都是不小的损失。夹持力大小主要是看夹持部分是否能均匀变形以及变形量的大小,均匀变形的...
与BIG大昭和相关的问题
与BIG大昭和相关的标签
新闻资讯
产品推荐
-
四川靠谱的BIG大昭和刀片
2024-05-19 -

湖北弹性大昭和刀柄刀柄
2024-05-17 -

重庆什么是大昭和刀柄代理商
2024-05-16 -

天津好的BIG大昭和型号
2024-05-15 -
湖北什么是BIG大昭和配件
2024-05-13 -

安徽附近BIG大昭和代理商
2024-05-12 -

江苏微调大昭和刀柄刀柄
2024-05-12 -

山东附近大昭和刀柄要多少钱
2024-05-11 -

福建附近大昭和刀柄刀头
2024-05-10