数控旋风铣特点:卧式数控铣床,与通用卧式铣床相同,其主轴轴线平行于水平面。为了扩大加工范围和扩充功能,卧式数控铣床通常采用增加数控转盘或数控转盘来实现4、5坐标加工。这样,不但工件侧面上的连续回转轮廓可以加工出来,而且可以实现在一次安装中,通过转盘改变工位,进行“四面加工”3:立卧两用数控铣床,目前,这类数控铣床已不多见,由于这类铣床的主轴方向可以更换,能达到在一台机床上既可以进行立式加工,又可以进行卧式加工,而同时具备上述两类机床的功能,其使用范围更广,功能更全,选择加工对象的余地更大,且给用户带来不少方便。特别是生产批量小,品种较多,又需要立、卧两种方式加工时,用户只需买一台这样的机床就行了。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。它可以实现多种加工工艺的组合,提高了产品的多样性和灵活性。多头蜗杆数控旋风铣欢迎选购
数控旋风铣:内切式1、内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高;2、如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致);3、内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度;4、因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度等级。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。多头蜗杆数控旋风铣欢迎选购它具有自动检测和纠正功能,能够及时发现和修正加工误差。

数控旋风铣:原始加工方法五碟锯家具厂以往原始的加工方式是五碟锯加工,所谓的五碟锯就是五把类似碟子一样的锯片组成的,有简单的步进电机带动皮带,齿轮等部件锯切来做简单的榫头切割,通常智能加工普通的直榫,切加工精度差,适合一些低端产品榫头的加工。因为机械本身没有太高的技术含量切结构简单,要求工人必须需要经过一段时间的培训方能上岗进行机械的操作和使用。且使用危险系数高,稍不留神就会割着手指头,这就增加了企业的用工成本,数控开榫机自动化批量生产方式——数控开榫机数控开榫机电脑操控,有电脑输出电流数字指令,控制伺服电机精细的把不同的指令输送给各个地方零部件进行协调,精确地加工,保证了加工效率跟加工的质量。在实际生产中都优于传统的五碟锯。
1、旋风铣专机该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰!2、普通车床+旋风铣刀座该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限。3、瑞士型走心机+旋风铣刀座该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案。超酷的旋风铣,领略不一样的螺纹快速加工神器!

数控旋风铣小知识点:高速工具钢刀具常见刀具,价格便宜,购买方便但易磨损,损耗较大。有些进卫高速工具钢刀具加入3Co、Mn等合金,耐磨性较好,精度也高如LBK、YG等型号刀具,但价格相对较贵。(2)合金刀具共用合金材料制成,耐高温、耐磨损、主轴转速高,加工效率和加工质量高。能加工高硬材料(如烧焊过的模具、因此价格贵,一般用于精度,质量高的加工场合(3)舍弃式刀粒此类刀具的刀粒由合金制成,刀粒可更换,耐磨性较好,价格适中,因此用于加工钢料场合刀粒形状有:方形、菱形、圆形几种。方形、菱形刀粒两个角磨损后就要更换,而圆形刀粒的圈表面都可以使用。因此耐用性较好。比较常用型号有:25R5、30R5、32R5、35R6、16R0.8、20R0.6、25R0.8、6R1、8R0.5、10R0.5更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。该设备具有较高的稳定性和可靠性,能够长时间稳定运行。多头蜗杆数控旋风铣欢迎选购
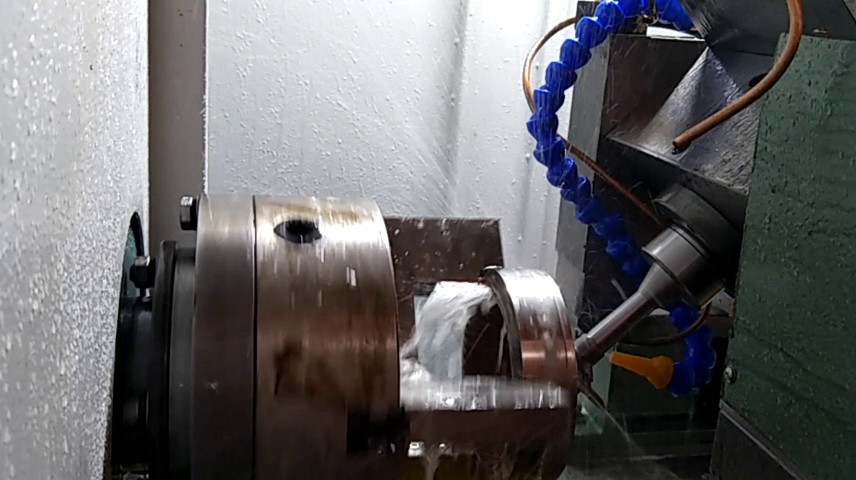
数控旋风铣的加工过程中,加工表面光洁度高,减少了后续加工工序。多头蜗杆数控旋风铣欢迎选购
螺纹车削加工需要考虑的一些关键因素:在螺纹车削前检查工件直径是否有正确的加工余量,增加0.14mm作为牙顶余量。在机床中精确定位刀具。检查切削刃相对于中径的设置。确保使用正确的刀片槽型(A、F或C)。通过选择合适的刀垫确保有充足且均匀的间隙(刀片-刀垫刃倾角),以获得正确的牙侧间隙。如果螺纹不合格,则检查包括机床在内的整个装夹。检查螺纹车削可用的数控程序优化进刀方法、走刀次数和尺寸。确保正确的切削速度以满足应用要求。如果工件螺纹的螺距错误,则检查机床螺距是否正确。在切入工件之前,建议刀具应以3倍螺距的小距离开始。高精度冷却液能够延长刀具寿命并改善切屑控制。快换系统可确保简单快速的装夹。为了实现比较好生产率和刀具寿命,优先为多牙型刀片,第二选择为全牙型单刃刀片,第三选择为V牙型刀片。多头蜗杆数控旋风铣欢迎选购