
- 品牌
- 阔启
- 型号
- 通用
- 产地
- 昆山
- 是否定制
- 是
金属齿轮的精度通常都有哪些要求?齿轮是传递动力和旋转的机械要素。对于齿轮的性能要求主要有:更大的动力传递能力尽可能使用体积小的齿轮低噪音正确性要想满足如上所述的要求,提高齿轮的精度将成为必须解决的课题。1)齿轮精度的分类齿轮的精度大致可以分为三类:a)渐开线齿形的正确度—齿形精度b)齿面上齿线的正确度—齿线精度c)齿/齿槽位置的正确度轮齿的分度精度—单齿距精度齿距的正确度—累积齿距精度夹在两齿轮的测球在半径方向位置的偏差—径向跳动精度螺栓型滚轮轴承的工作原理是什么?专业滚轴源头工厂
滚轴
车削不锈钢细长轴时,什么是背吃刀量,进给量切削速度?对切削过程中产生的切削力的大小、切削热的多少是不同的。因此对车削细长轴时引起的变形也是不同的。粗车和半粗车细长轴切削用量的选择原则是:尽可能减少径向切削分力,减少切削热。一般在长径比及材料韧性大时,选用较小的切削用量,即多走刀,切深小,以减少振动,增加刚性。1.背吃刀量(ap)。在工艺系统刚度确定的前提下,随着切削深度的增大,车削时产生的切削力、切削热随之增大,引起细长轴的受力、受热变形也增大。因此在车削细长轴时,应尽量减少背吃刀量。2.进给量(f)。专业滚轴源头工厂什么是滚动轴承的基本额定寿命?

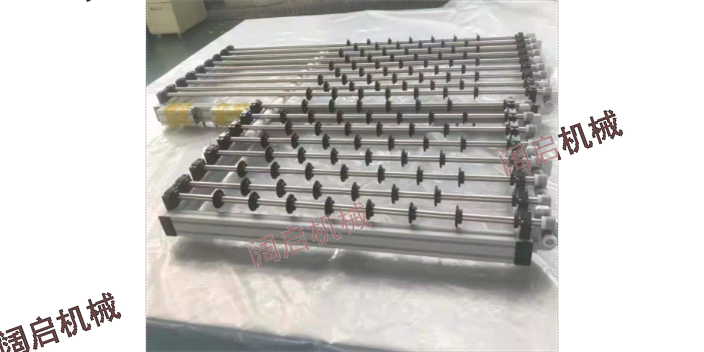
请问什么叫滚轮式输送线,它主要用于哪些行业?一种输送液晶板等大型板的滚轮式输送机.其具有多个移动轮(11),并且在机架长方向并列设置长度和所输送物G的宽度相应的长的驱动移动轮轴(10).由在各驱动移动轮轴(10)的驱动侧接近被输送物宽向的一侧边设置的轴承(5)和在靠近移动轮轴的另一端离开被输送物宽向的另一侧边的位置设置的轴承(5)两点支承各驱动移动轮轴(10),在把移动轮轴(10)的两端由设在驱动侧和从动侧的轴承伸出达到输送物宽端的规定长度状态驱动上述驱动移动轮轴(10).由从靠近另一端的轴承伸出达到被输送物宽度方向端边的规定长度的伸出梁形形成使轴承间比较大挠度和伸出端的挠度一致的驱动移动轮轴.(阔启机械竭诚与您合作邀您一同助力中国制造业)
液晶玻璃面板清洗线传输轴的主要零部件有哪些?主要有两部分构成:不锈钢空心轴和UPE滚轮不锈钢空心轴壁厚2-3mm,内壁需要进行特殊处理,有效防止轴变形UPE滚轮的加工精度和洁净度要求比较高,因为液晶玻璃面板产业兴起在日本,所以目前日韩是液晶玻璃面板设备的主要供应国家我国目前的国产化进度也很好,很多国内的自动化设备公司已经参与到10代11代面板的自动化设备供应体系里目前输送带的主要供应商比较多,日本韩国中国台湾大陆地都有这方面质量还是很有保证的(阔启机械竭诚与您合作邀您共同助力中国制造)FPDTFT-LCD这个行业对滚轮轴需要量很大,所以批量生产怎么才能实现。

在车削不锈钢长轴时,怎样操作可以有效的减少长轴的受力变形?1)采用跟刀架和中心架采用一夹一顶的装夹方式车削细长轴,为了减少径向切削力对细长轴弯曲变形的影响,传统上采用跟刀架和中心架,相当于在细长轴上增加了一个支撑,增加了细长轴的刚度,可有效地减少径向切削力对细长轴的影响。2)采用轴向拉夹法车削细长轴采用跟刀架和中心架,虽然能够增加工件的刚度,基本消除径向切削力对工件的影响。但还不能解决轴向切削力把工件压弯的问题,特别是对于长径比较大的细长轴,这种弯曲变形更为明显。因此可以采用轴向拉夹法车削细长轴。轴向夹拉车削是指在车削细长轴过程中,细长轴的一端由卡盘夹紧,另一端由专门设计的夹拉头夹紧,夹拉头给细长轴施加轴向拉力在车削过程中,细长轴始终受到轴向拉力,解决了轴向切削力把细长轴压弯的问题。同时在轴向拉力的作用下,会使细长轴由于径向切削力引起的弯曲变形程度减小;补偿了因切削热而产生的轴向伸长量,提高了细长轴的刚性和加工精度。关于滚动轴承,你了解多少?专业滚轴源头工厂
滚动轴承的四大功能分别是什么?专业滚轴源头工厂
请问交错轴齿轮的主要结构有哪些?(阔启机械专业齿轮不锈钢轴加工邀您共同助力中国制造)1)圆柱蜗杆副圆柱蜗杆副是圆柱蜗杆和与之啮合的蜗轮的总称。运转平静及单对即可获得大传动比为其比较大的特征,但是有效率低的缺点。2)交错轴斜齿齿轮圆柱蜗杆副在交错轴间传动时的名称。可在斜齿齿轮副或斜齿齿轮与正齿轮副的情况下使用。运转虽然平稳,但只适合于使用在轻负荷的情况下。3.4其他特殊齿轮1)面齿轮可与正齿轮或斜齿齿轮啮合的圆盘状齿轮。在直交轴及交错轴间传动。2)鼓形蜗杆副鼓形蜗杆及与之啮合的蜗轮的总称。虽然制造比较困难,但比起圆柱蜗杆副,可以传动大负荷。3)准双曲面齿轮在交错轴间传动的圆锥形齿轮。大小齿轮经过偏心加工,与弧齿齿轮相似,啮合原理非常复杂。专业滚轴源头工厂

不锈钢轴承的出现变形检修应对方案A.运用合理的冷却方法:金属淬火后冷却过程对变形的影响也是很重要的一个变形原因。热油淬火比冷油淬火变形小,一般控制在100±20℃。油的冷却能力对变形也是至关重要的。淬火的搅拌方式和速度均影响变形。金属热处理冷却速度越快,冷却越不均匀,产生的应力越大,模具的变INA不锈钢轴承形也越大。B.采用合适的介质: 在保证同样硬度要求的前提下,尽量采用油性介质,实验和实践证明,再其他条件无差异的前提下,油性介质的冷却速度较慢,而水性介质的冷却速度则相对快一些。C.零件结构要合理:金属热处理后在冷却过程中,总是薄的部分冷得快,厚的部分冷得慢。 滚轮轴承厂家货源,优...








- 深圳设计LCD输送轴供应商 05-16
- 江西不锈钢轴市场价 05-11
- LCD输送轴公司 05-10
- 天津设计LCD输送轴结构 05-10
- 河南品质不锈钢轴要多少钱 05-08
- 合肥专业LCD输送轴供应商 05-06
- 福建高质量不锈钢轴 05-06
- 广州通用LCD输送轴型号 05-04
- 湖南品质不锈钢轴价目 05-03
- 天津制造LCD输送轴报价 04-29