
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 材质
- 不锈钢,硬质合金
- 加紧动力源
- 液压,手动夹具,气动夹具,电动夹具
- 是否标准件
- 是
- 适用机床
- 磨床,钻床,铣床,车床,镗床,加工中心,组合机床
- 样品或现货
- 现货,样品
- 是否进口
- 是
- 是否库存
- 库存
- 是否批发
- 批发
- 夹紧力
- 45
- 重量
- 8
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
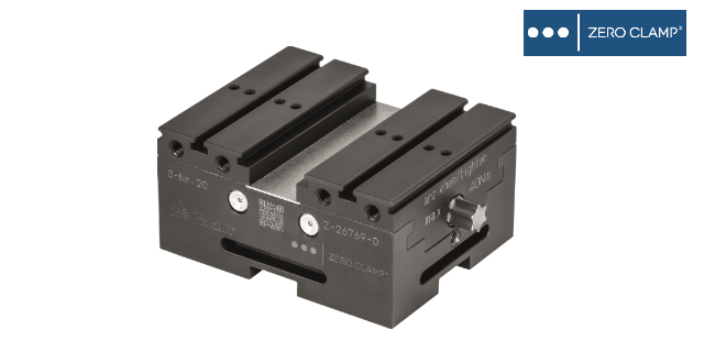
自定心虎钳特别适用于高级CNC, 具有精度高、重量轻、夹持范围大和操作灵活的特点, 可实现定位和夹紧一步到位,其卡爪可握紧轮廓复杂的工件。只需轻松地更换卡爪,即可加工不同轮廓的工件。重复定位精度为0.02mm以内。在SL虎钳上实现多工件同时装夹,整体构建高度低,通过几颗拉钉便可配合使用在Zero Clamp零点定位系统上。SL虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。全能型定心虎钳由托台抬高,实现工件无轮廓干扰加工。深圳自定心虎钳服务
定心虎钳
定心虎钳夹装钢件要注意什么问题?定心虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。深圳自定心虎钳服务气动定心虎钳能够大幅度降低生产过程中的劳动强度,提高生产效率。
精密定心虎钳使用注意事项:保持破碎机进给均匀,防止过载。我们必须严格防止金属和木头掉进机器。当不能破碎时,饲料的水分含量不能太高,湿法破碎时,要保持适量的水量,防止冲洗水不足造成的堵塞,降低生产能力。检查破碎产品的尺寸是否符合要求。如果有超过规定粒度的颗粒过多,应找出原因(如筛分间隙大、出料口宽度、锤头磨损等),并采取相应措施加以消除。当破碎机停止时,检查紧固螺栓是否牢固,磨损零件有多容易。对于齿式破碎机,我们还应该利用停车机会去除牙齿之间的木材。磨损部件应及时更换或修理。破碎机的安全装置应保持在良好的状态,因此不能保存安全装置。
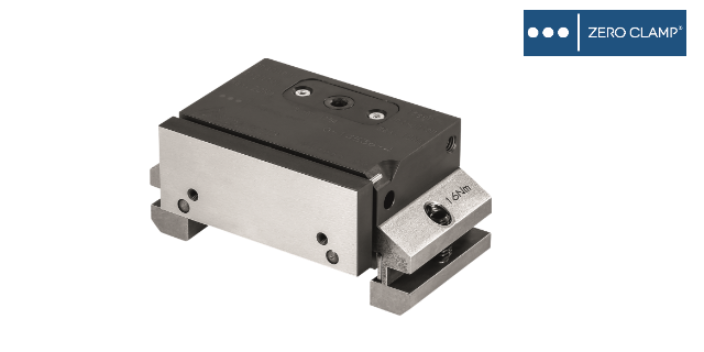
铁匠的工具中立式定心虎钳或者叫腿虎钳是铁匠铺中很重要的工具之一 (英文 Leg vise 或 Post vise) 相较于铁砧,立式定心虎钳并不为大家熟知 独特的结构和制作工艺,使它能够坚固地夹持住冷热钢材,并同时捶打 凿刻或扭曲,这是一款在设计之初就被用来干粗活儿的工具,通常铁匠铺中的立式虎钳可以使用几十年,甚至一百多年后仍能发挥作用,立式虎钳通常为锻制制成,而不是铸造的,钳身的主体由低碳钢锻造,在钳口位置会被焊接上一层高碳钢,两半钳身,通过从其中一半延伸出的一根柱杆( 腿 )支撑起来,杆的下部会有一个锻造的法兰,并把敲击的力量传到地面,钳身由一根螺纹销钉链接,一块锻造或者是铸造的托板,用U形的钢带通过两块楔子固定,或者是U形螺丝紧固在一起,来起到稳固钳身的作用,这虽然不是构造虎钳很完美的方式,但可以承受十分巨大的冲击,即使受损也很容易进行维修。自定心虎钳通过可翻转卡爪,实现更大的夹持范围;

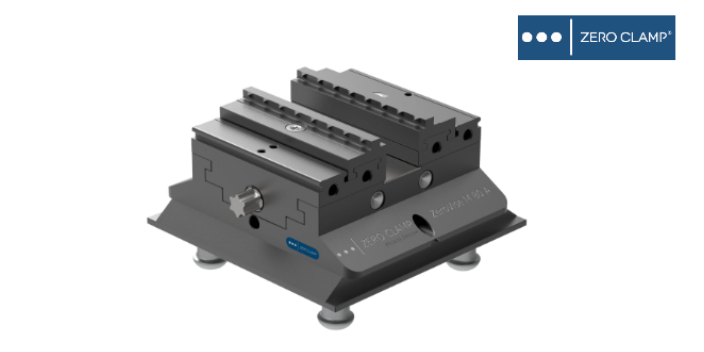
手动定心虎钳配合SL虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。德国ZERO CLAMP降低多达90%的停机时间,传统夹具种类众多,有通用夹具(如卡盘、平口钳等已经标准化,在一定范围内可用于加工不同工件的夹具)、专门夹具(适合批量生产,具有专一性,当产品变更时,夹具就要报废)、组合夹具(标准化的夹具单元组合使用,适合单件和新产品试制)等。其特点就是加工工件变化时,要重新选择夹具,每个工厂的库房中都有大量的夹具。同时工件装夹繁琐,费时费力,要不断的打表找正,工序变化时,要始终不断的测量加工零点的位置。ZERO CLAMP零点定位把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,降低多达90%的停机时间。自定心虎钳具有精度高、重量轻、夹持范围大和操作灵活的特点。深圳自定心虎钳服务
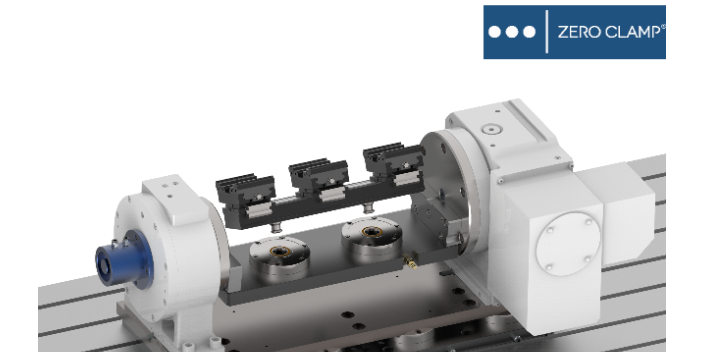
自定心虎钳四周与底部可与零点定位器配合使用。深圳自定心虎钳服务
zeroclamp虎钳夹独特的优势:使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到零游隙,重复精度为2.5um(0.1thou)。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称性,热效应补偿和轴心距误差补偿,定位锥环向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。深圳自定心虎钳服务
泽柔自动化技术(杭州)有限公司拥有机床功能部件及附件的销售,如气动零点定位夹具,手动零点定位夹具,气动定心虎钳,电动定心虎钳,手动定心虎钳以及轨道虎钳。气动零点定位夹具和气动定心虎钳为气压动力机械元件。手动零点定位夹具,手动定心虎钳和轨道虎钳为机械元件。此外还销售单机自动化上下料单元以及配套的软件系统。等多项业务,主营业务涵盖ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户好评。公司以诚信为本,业务领域涵盖ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳形象,赢得了社会各界的信任和认可。

如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长...
- 上海小型定心虎钳多少钱一个 2024-02-27
- 江苏大型定心虎钳生产厂家 2024-02-27
- 东莞自动定心虎钳价格 2024-02-25
- 自定心虎钳价钱 2024-02-24
- 多功能定心虎钳采购 2024-02-24
- 东莞电动定心虎钳设计 2024-02-21
- 江苏5轴虎钳厂家供应 2024-02-19
- 东莞高刚性定心虎钳哪家专业 2024-02-05
- 西安零点定心虎钳加工案列 2024-02-02
- 西安气动定心虎钳厂家直销 2024-01-30

- 湖北高精度定心虎钳订购 2023-12-15
- 四川电动定心虎钳哪家好 2023-12-07
- 山东小型定心虎钳生产厂家 2023-11-25
- 山东强力定心虎钳生产公司 2023-11-24
- 高刚性定心虎钳哪家靠谱 2023-11-17
- 东莞自动化定心虎钳加工案列 2023-11-13




- 自动零点定位器销售 03-01
- 上海小型定心虎钳多少钱一个 02-27
- 江苏大型定心虎钳生产厂家 02-27
- 东莞自动定心虎钳价格 02-25
- 自定心虎钳价钱 02-24
- 多功能定心虎钳采购 02-24
- 柔性零点定位工装厂家直销 02-23
- 常用多工位虎钳批发 02-22
- 西安多工位虎钳设计 02-21
- 东莞电动定心虎钳设计 02-21