- 品牌
- 恺屹塬
- 型号
- 齐全
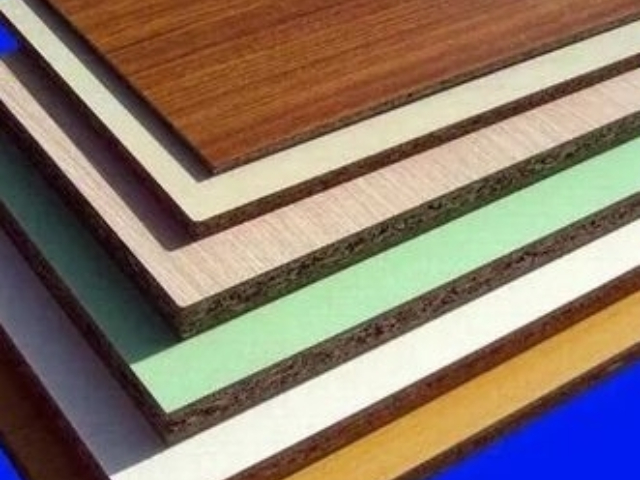
细木工板握螺钉力好,强度高,具有质坚、吸声、绝热等特点,而且含水率不高,在10%—13%之间,加工简便,用途**为***。细木工板比实木板材稳定性强,但怕潮湿,施工中应注意避免用在厨卫。细木工板的加工工艺分为机拼与手拼两种。手工拼制是用人工将木条镶入夹板中,木条受到的挤压力较小,拼接不均匀,缝隙大,握钉力差,不能锯切加工,只适宜做部分装修的子项目,如做实木地板的垫层毛板等。而机拼的板材受到的挤压力较大,缝隙极小,拼接平整,承重力均匀,长期使用,结构紧凑不易变形。主要包括胶合板、刨花(碎料)板和纤维板等三大类产品,其延伸产品和深加工产品达上百种。滨湖区特制人造板按需定制

材质不同,质量有异,大芯板根据材质的优劣及面材的质地分为“优等品”、“一等品”及“合格品”。也有企业将板材等级标为A级、双A级和三A级,但是这只是企业行为,与国家标准不符,市场上已经不允许出现这种标注。大芯板的材种有许多种,如杨木、桦木、松木、泡桐等,其中以杨木、桦木为比较好,质地密实,木质不软不硬,握钉力强,不易变形,而泡桐的质地很轻、较软、吸收水分大,握钉力差,不易烘干,制成的板材在使用过程中,当水分蒸发后,板材易干裂变形。而松木质地坚硬,不易压制,拼接结构不好,握钉力差,变形系数大。南京挑选人造板维修价格根据用途性质不同,可分为室外用胶合板、室内用胶合板、结构用胶合板、装饰用胶合板等;
人造板制造工艺的演变,无疑受到这一认识的影响:刨花板、纤维板板坯层次由单层改变为3层及多层结构;板坯中刨花及纤维的排列也由随机型趋向于定向型;而胶合板的相邻层纤维方向互相垂直排列则改善了木材在自然生长条件下形成的各向异性缺点,提高了尺寸稳定性。加压分预压及热压。使用无垫板系统时必需使板坯经过预压。它使板坯在推进热压机时不致损坏。热压工序是决定企业生产能力和产量的关键工序,人造板工业中常用的热压设备主要是多层热压机,此外,单层大幅面热压机和连续热压机也逐渐被采用。
尤其是国家强制实行装饰装修有害物质限量达标之后,用于细木工板的胶粘剂必须进行改进,*此一项成本就增加10%左右,加之原材料价格的不断提升,因此可以说真正绿色环保的细木工板五六十元是不可能制造出来的,符合国家标准的E1级大芯板,90元左右已经是微利了。如果消费者还是盲目追求便宜去购买那些严重危害人体健康的廉价劣质大芯板,正规生产企业将难以生存。家庭装饰装修只能使用E1级的细木工板。如果产品是E2级的细木工板,即使是合格产品,其甲醛含量也可能要超过E1级细木工板3倍多,所以***不能用于家庭装饰装修。公元前1世纪初,罗马人已熟知单板制造技术与胶合板制造原理。

干燥的热源,大都是用蒸气或燃烧气体。红外线干燥能量消耗太大,每蒸发1千克水需要5500~18000千焦;而蒸气干燥*需4200~5000千焦。高频干燥优点是**物料含水率高时的干燥速度快、终含水率均匀,但干燥成本过高。若与蒸气联合使用实现复式加热则有利的。真空干燥不仅费用大,生产效率也低。当以蒸气为热源时,每蒸发1千克水分,单板干燥需1.75~2千克蒸气,刨花干燥需1.8千克左右的蒸气,软质纤维板坯干燥需1.6~1.8千克蒸气。施胶包括单板涂胶、刨花及纤维施胶。单板涂胶在欧洲仍沿用传统的滚筒涂胶,美国自70年代起许多胶合板厂已改用淋胶。中国胶合板厂也用滚筒涂胶。淋胶方法适宜于整张化中板和自动化组坯的工艺过程。刨花及纤维施胶主要用喷胶方法。刨花板密度小、材质均匀,但易吸湿、强度低。梁溪区挑选人造板销售厂家
经破碎或削片、再碎后制成的片状、条状、针状、粒状材料可用于刨花板制造。滨湖区特制人造板按需定制
C、细木工板内部的实木条为纵向拼接,故竖向的抗弯压强度差,长期的受力会导致板材明显的横向变形。D、细木工板内部的实木条材质不一样,密度大小不一,只经过简单干燥处理,易起翘变形;结构发生扭曲、变形,影响外观及使用效果。E、由于细木工板表面比较粗糙,所以木工现场加工时,在对表面的处理时通常使用大量使用胶水或油漆,故以此板材制作出的家具极不环保,这也是装修时为什么味道十分刺激的主要原因,此类现场制作的家具是致*及导致基因突变的罪魁祸首,对人体的伤害非常的大。滨湖区特制人造板按需定制
无锡恺屹塬建筑材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力, 恺屹塬供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
- 惠山区怎样人造板货源充足 2025-06-30
- 南通怎样人造板维修价格 2025-06-30
- 新吴区附近人造板货源充足 2025-06-30
- 江阴本地人造板厂家供应 2025-06-30
- 滨湖区品牌人造板厂家直销 2025-06-29
- 江阴质量人造板厂家直销 2025-06-29
- 宜兴质量人造板厂家直销 2025-06-29
- 南京常见人造板销售 2025-06-29


