- 品牌
- 现代营造,砼的
- 型号
- 12/14/16/18/20/22/25/28/32/36
- 材质
- 金属
从建筑全生命周期成本考量,机加工钢制套筒初期虽有一定的加工成本投入,但长远来看效益明显。一方面,准确的机加工减少了材料浪费,提高钢材利用率;另一方面,其稳定可靠的连接性能降低后期维护频次与成本。在商业综合体项目中,运营方看重长期效益,机加工钢制套筒装配式结构不仅缩短建设周期提前开业盈利,还减少运营期间因建筑结构维修造成的停业损失,让投资回报更可观。在抗震设计应用领域,机加工钢制套筒同样表现不凡。地震多发地区的装配式建筑,依靠机加工钢制套筒柔性连接预制构件,当地震波来袭,套筒能够利用自身良好的韧性与准确加工的连接部位,适度变形缓冲能量,防止结构瞬间崩塌。相较于普通连接方式,它为建筑在地震中的人员疏散争取关键时间,保障生命财产安全,为城市抗震减灾体系添砖加瓦。钢制全灌浆套筒的市场规模如何?安徽工厂使用钢制全灌浆套筒
工业生产领域,厂房作为主要载体,承载着重型设备运转、吊车频繁吊运物料等较强度作业任务,由此带来的巨大荷载以及不间断的振动冲击,对建筑结构是严峻的考验。机加工钢制套筒却能从容应对,它如同为工业厂房量身定制的 “钢铁卫士”。根据厂房的具体设计需求,从钢材的强度等级选型,到套筒壁厚的精确计算,每一个环节都能准确定制。对于机械制造、汽车生产这类大型工业厂房而言,采用机加工钢制套筒连接方式的预制梁柱,在车间内稳稳矗立。当大型冲压机轰然作响,吊车在空中来回穿梭,厂房结构依然稳固如初,丝毫不会因剧烈的振动和重压而出现变形,从而切实保障了设备的平稳运行,大幅减少因建筑结构问题引发的生产故障,让企业的生产效率得以稳步提升,为工业发展注入强大动力。安徽安全可靠钢制全灌浆套筒行业标准钢制灌浆套筒的验收标准可能会受到哪些因素的影响?
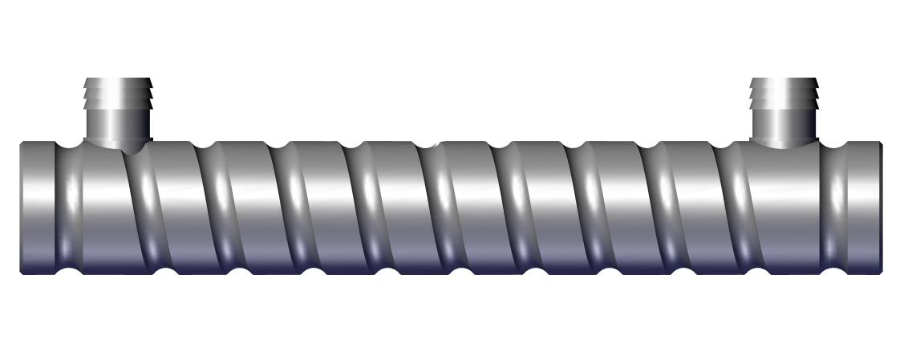
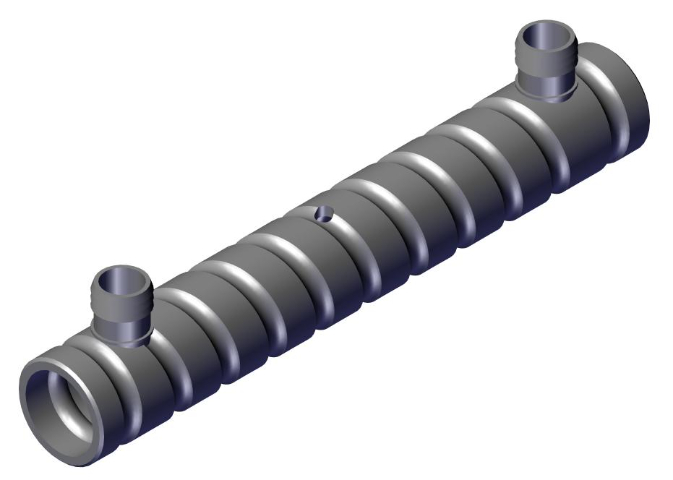
全灌浆套筒使用要点(墙、柱构件):钢筋下料钢筋下料要求,钢筋应采用砂轮切割机或冷切锯下料,严禁采用剪切、冲切、气割下料,切割端面需平整、无变形,钢筋不得弯曲。二、套筒钢筋连接要求钢筋规格与套筒的规格一致或相邻级别变径,不可跨级变径。变径时应使用相应变径用套筒塞。三、套筒安装工艺1、模具开孔处理1)按照设计要求分别在底、顶部边模板对应构件出筋位置开孔,位置公差为±1mm;2)底部边模(套筒方向)布置12钢筋开孔10.5±0.2mm其它统一开孔12.5±0.2mm。
在装配式建筑施工过程中,机加工钢制套筒的施工要点涵盖多个关键环节:灌浆要点,选用适配的灌浆料是关键,需根据工程环境、套筒性能等因素挑选,要求灌浆料具有良好流动性、早期强度高、微膨胀性等特点,确保能充分填充套筒内部空间,避免出现空鼓、裂缝。灌浆操作严格按照工艺规程,从套筒底部灌浆口缓慢注入,当顶部排气孔流出均匀浆液且无气泡时,停止灌浆,封闭灌浆口与排气孔,灌浆过程中持续搅拌灌浆料,防止沉淀,保证灌浆质量均匀一致。钢制全灌浆套筒的应用场景和优势有哪些?

钢制全灌浆套筒验收标准涵盖多个关键方面:材质质量:若为钢制全灌浆套筒,钢材需符合相应国家标准,其屈服强度、抗拉强度、伸长率等力学性能指标达标,化学成分合理,确保材质具备良好的强度、韧性与耐腐蚀性;球墨铸铁材质的套筒要求球化率不低于 85%,通过光谱分析仪检测碳、硅、锰、硫、磷等元素,保障材质性能稳定。套筒表面不得有明显砂眼、气孔、夹渣等铸造或加工缺陷,采用目视结合探伤手段,如超声波探伤、X 光探伤,检查内部质量,保证结构完整性,无影响使用的内部裂纹、缩孔等问题。尺寸精度:套筒的外径、内径、长度等尺寸公差要控制在规定范围内,例如外径公差通常为 ±1mm,内径公差 ±0.5mm,长度公差 ±1.5mm,使用高精度量具如三坐标测量仪进行准确测量,确保与钢筋适配,安装精度满足要求。螺纹规格应与配套钢筋适配,螺纹精度高,采用螺纹通止规检查,通规能顺利旋入,止规旋入不超过 2 圈,保证钢筋连接紧密,传力可靠。风电塔筒屹立旷野,钢制全灌浆套筒抗风稳固,护航清洁能源生产。上海大跨度建筑钢制全灌浆套筒生产厂家
仓储物流承重关键,钢制全灌浆套筒强化结构,货物存放稳如泰山。安徽工厂使用钢制全灌浆套筒
国际市场上,钢制全灌浆套筒同样崭露头角。欧美发达国家在绿色建筑法规推动下,对装配式技术需求旺盛,我国良好品质钢制全灌浆套筒凭借价格优势与可靠性能,出口量逐年递增。参与国际项目竞争,促使国内企业不断提升工艺标准,接轨国际先进水平,如优化防腐涂层工艺,满足海洋性气候建筑需求,拓展海外应用版图,为 “中国制造” 赢得赞誉。灌浆料与钢制全灌浆套筒协同作用至关重要。良好品质灌浆料流动性好,能在套筒内充分填充,硬化后强度高。二者适配不佳,易出现空鼓、裂缝,削弱连接强度。研发团队持续攻关,推出专门使用灌浆料系列,依据套筒规格、工程环境准确匹配。寒冷地区建筑,防冻型灌浆料搭配保温处理的套筒,确保低温下连接可靠,像极地科考站临时建筑构建,经受极端环境考验,保障科考任务顺利进行。安徽工厂使用钢制全灌浆套筒
在装配式建筑施工过程中,机加工钢制套筒的施工要点涵盖多个关键环节:前期准备要点准确测量与定位是基础。施工前,依据装配式构件设计图纸,使用高精度测量仪器对套筒安装部位进行精确放线定位,确保套筒预留孔洞位置偏差控制在极小范围内,一般要求平面位置偏差不超过 ±2mm,标高偏差不超过 ±1mm,这是后续钢筋顺利插入与准确连接的前提。同时,要对进场的机加工钢制套筒仔细检查外观质量,表面不得有裂缝、砂眼、锈蚀等缺陷,附带的质量证明文件需齐全有效,核实套筒规格、型号与设计要求一致性,避免错用。钢制全灌浆套筒的应用场景和优势有哪些?湖北性价比高钢制全灌浆套筒地下管廊应用在成本构成上,钢制全灌浆套筒初始采购成本...
- 福建装配式建筑钢制全灌浆套筒地下管廊应用 2025-06-13
- 安徽工厂使用钢制全灌浆套筒 2025-06-13
- 上海高层建筑钢制全灌浆套筒型式检测要求 2025-06-13
- 云南绿色建筑钢制全灌浆套筒质量保障 2025-06-13
- 广西高效施工钢制全灌浆套筒 2025-06-12
- 北京定制化钢制全灌浆套筒耐久性分析 2025-06-12
- 广东绿色建筑钢制全灌浆套筒价格优势 2025-06-11
- 北京标准化钢制全灌浆套筒客户案例 2025-06-10
- 湖南安全可靠钢制全灌浆套筒耐久性分析 2025-06-09
- 浙江国家标准钢制全灌浆套筒销售电话 2025-06-09

- 广西标准化钢制全灌浆套筒耐久性分析 2025-06-05
- 湖北标准化钢制全灌浆套筒高层建筑应用 2025-06-05
- 山东抗震钢制全灌浆套筒环保优势 2025-06-05
- 上海安全可靠钢制全灌浆套筒地下管廊应用 2025-06-04
- 河南抗震钢制全灌浆套筒价格优势 2025-06-04
- 安徽装配式建筑钢制全灌浆套筒价格优势 2025-06-04


- 重庆安全可靠钢制半灌浆套筒环保优势 06-13
- 湖北性价比高钢制全灌浆套筒地下管廊应用 06-13
- 河北装配式建筑保温拉结件性能特点 06-13
- 江苏球墨铸铁灌浆套筒多少钱一个 06-13
- 山东定制化预埋件客户案例 06-13
- 上海性价比高灌浆套筒客户案例 06-13
- 云南装配式建筑保温拉结件市场前景 06-13
- 福建装配式建筑钢制全灌浆套筒地下管廊应用 06-13
- 河南定制化圆头吊钉高层建筑应用 06-13
- 安徽工厂使用钢制全灌浆套筒 06-13