挤出成型 优点:对于连续生产的高分子异形件,如管材、型材等,挤出成型是一种理想的工艺。它可以通过精确控制挤出机的温度、螺杆转速和牵引速度等参数,使尼龙材料在挤出过程中得到充分的塑化和均匀的分布,从而提高制品的密度和力学性能,进而改善耐老化性能。此外,挤出成型后的制品表面光滑,有利于减少外界物质在表面的附着和侵蚀,对耐老化性能也有一定的帮助。 缺点:挤出成型的适用范围相对较窄,主要用于生产具有一定截面形状和长度的连续制品。对于一些形状复杂、尺寸多变的高分子异形件,挤出成型可能无法满足要求。而且,在挤出过程中,如果对温度和压力控制不当,容易导致尼龙材料的降解,影响耐老化性能。型号依应用场景划分,价格因类型、尼龙品质及加工复杂程度而波动 。蚌埠本地高分子异形件

加强原材料管理原料质量控制:严格筛选供应商,确保所采购的尼龙原料质量稳定、性能符合要求。对每批原料进行严格的检验,包括外观、分子量、熔点、密度等指标的检测,防止不合格原料进入生产环节。原料预处理:尼龙原料在成型前通常需要进行干燥处理,以去除水分。水分含量过高会导致尼龙在注塑过程中发生水解反应,影响产品质量。采用高效的干燥设备,根据原料的特性和生产环境,确定合理的干燥温度和时间,确保原料达到较好的干燥状态。南京高分子异形件按需定制高分子异形件价格与尺寸、批量有关,型号涵盖多领域应用的不同类型 。

参考经验数据在实际生产中,对于一些常见的尼龙材料和成型工艺,行业内可能有一些经验数据可供参考。例如,一般尼龙6的收缩率在1.5%-2.2%左右,尼龙66的收缩率在1.2%-1.8%左右,但这些数据只为大致范围,实际收缩率可能会因材料的具体型号、添加剂的使用、成型工艺参数等因素而有所不同。参考同类型产品的生产经验也是一种方法。如果已经有类似尼龙制品的生产案例,可以参考其实际的收缩率数据,并结合当前产品的特点和工艺差异进行适当调整。确定不同类型尼龙材料收缩率时,要综合考虑多种因素,并尽可能通过实验测量来获得准确的数据,以确保在产品设计和生产过程中能够合理地控制尺寸精度。
设备与模具因素 设备的先进性与维护成本:先进的加工设备能提高生产效率和产品质量,但设备价格昂贵,维护成本高,会增加生产成本。老旧设备虽采购成本低,但生产效率低,次品率可能较高,也会影响成本。 模具的设计与制造:高精度、复杂的模具设计和制造难度大,成本高。如果模具使用寿命短,需要频繁更换,会增加模具成本在产品中的分摊,提高产品价格。 劳动力成本 工人技能水平:熟练掌握高分子异形件生产工艺的技术工人,能保证产品质量和生产效率,但需要支付较高的工资。若工人技能水平低,虽工资成本低,但可能导致次品率上升,生产效率低下,反而增加成本。 人工工时:生产过程中人工操作环节多、工时长,会增加劳动力成本。自动化程度高的生产流程能减少人工工时,降低成本。其制作选用不同尼龙材料,经多样工艺形成独特形状,应用范围极为广。

高分子异形件的外观质量受多种因素影响,包括原材料特性、生产设备与工艺参数以及模具设计与制造等,以下是具体介绍: 原材料因素 材料纯度:纯度高的尼龙原料杂质少,生产出的异形件外观更光滑、色泽更均匀。若原料中含有杂质,可能会在制品表面形成斑点、颗粒等缺陷。 颜色稳定性:不同批次的尼龙原料如果颜色差异大,会导致生产出的异形件颜色不一致。即使是同一批次的原料,在不同的加工条件下,其颜色也可能会发生变化。例如,高温加工可能使尼龙原料变黄,影响外观质量。 添加剂的影响:为改善尼龙的性能,常添加一些添加剂,如增塑剂、润滑剂、抗氧化剂等。添加剂的种类和用量会影响异形件的外观。若润滑剂用量过多,可能会在制品表面形成油斑;而抗氧化剂选择不当,可能会与尼龙发生反应,导致制品表面出现变色等现象。高分子异形件采用特定尼龙和工艺,制成异形状态,用途覆盖多个领域。杭州高分子异形件市场报价
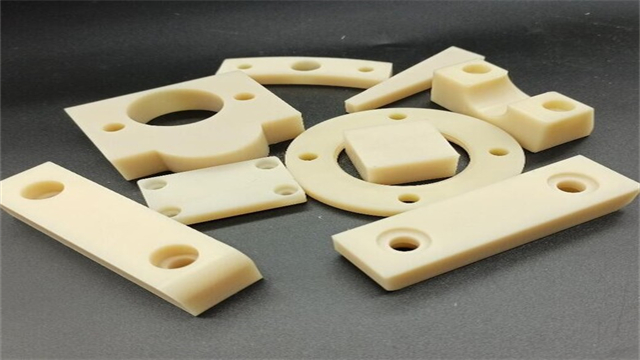
它由尼龙加工而来,形状不规则,因性能优良在各行业得到大量应用。蚌埠本地高分子异形件
中规模生产成本处于过渡阶段:中规模生产的成本变化趋势介于小规模和大规模生产之间。固定成本分摊相对较为合理,原材料采购也能获得一定的价格优势,人工成本和生产效率也处于中等水平。随着生产规模的进一步扩大,中规模生产企业逐渐接近大规模生产,各项成本会逐渐降低并趋近于大规模生产的成本水平。但如果企业管理水平跟不上生产规模的扩张,可能会出现管理效率下降、成本上升的情况。综上所述,一般情况下,随着高分子异形件生产规模的扩大,单位产品成本呈现下降趋势,但当生产规模达到一定程度后,可能会受到市场需求、管理水平、原材料供应等因素的限制,成本下降趋势减缓甚至出现上升。企业需要根据市场需求、自身实力和发展规划等因素,合理确定生产规模,以实现成本控制和经济效益的较大化。蚌埠本地高分子异形件