- 品牌
- 嘉隆
- 型号
- 齐全
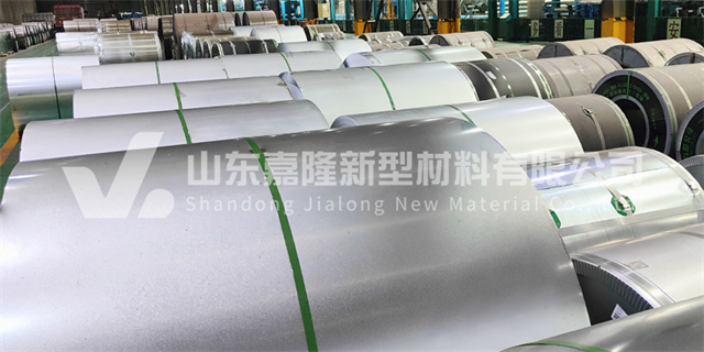
镀铝锌板掉锌怎么处理?1、前处理影响漏镀的因素:1.1、酸洗改进,钢铁产品热镀锌前都要进行酸洗除锈、除油,对于有大量红色水锈的钢铁件好在酸洗槽中浸泡5分钟左右再吊出槽外静置在空气中重新氧化8~24h再酸洗效果佳,而对于表面有油污和冷却脂的钢铁件,许多厂家都采用碱或除油剂、乳化剂处理,效果实际都不理想,容易产生漏镀。而解决办法是将后续工序中的溶剂浓度调整到ZnCl20.23kg/l以上,NH4Cl0.27kg/l以上,并且保持溶剂在室温下(20~30℃)涂溶剂后烘干再镀锌,这样即便油和冷却脂清理不太干净也不会产生漏镀。1.2、涂溶剂改进,(1)溶剂温度和溶剂浓度以及温度是相互联系的,生产条件不同则温度不同,主要原则就是浓度高时温度高,浓度低时温度低,目的是保持钢管表面能涂覆一定量的溶剂才不致漏镀。对于有油的工件溶剂温度不能超过40℃。(2)浓度和浓度差实际生产中溶剂浓度范围波动较大,要根据材质和钢件表面状况及工件厚薄来确定浓度大小,一般范围是ZnCl20.16~0.28kg/l,NH4Cl0.2~0.32kg/l。精于工,卓于质——嘉隆新型材料。云南镀铝锌毛化板生产厂家
镀锌板防止裂纹的方法:1.焊前在镀锌板焊接处开坡口V、Y形或X型坡口,用氧乙炔或喷砂等方法去除坡口附近的镀锌层,同时控制间隙不宜过大,一般1.5mm左右。2.选用含Si量低的焊接材料。气体保护焊时应采用含Si量低的焊丝,手工焊时采用钛型、钛钙型焊条。坡口附近的锌层在电弧热的作用下产生氧化(形成ZnO)及蒸发,并挥发出白色烟尘和蒸气,因此极易在焊缝中引起气孔。焊接电流越大,锌的蒸发越严重,气孔敏感性越大。用钛型、钛钙型焊条焊接时,在中等电流范围内不易产生气孔。而用纤维素型和低氢型焊条焊接时,小电流和大电流下均易产生气孔。另外焊条角度应尽量控制在30°~70°范围内。3.锌的蒸发及烟尘用电弧焊焊接镀锌钢板时,熔池附近的锌层在电弧热的作用下氧化成ZnO并蒸发,形成很大的烟尘。这种烟尘中主要成分为ZnO,对工人的呼吸具有很大的刺激作用,因此,焊接时必须采取良好的通风措施。在同样焊接规范下,用氧化钛型焊条焊接时所产生的烟尘量较低,而低氢型焊条焊接时产生的烟尘量较大。云南镀铝锌毛化板生产厂家山东嘉隆新型材料有限公司,拥有业内专业人士和高技术人才。
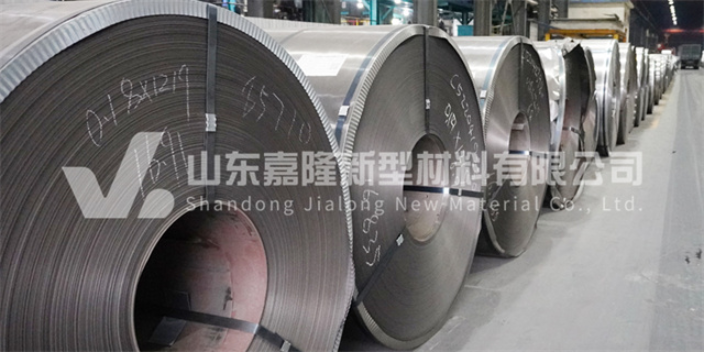
镀铝锌板的长处:55%镀铝锌板有来自铝的障碍层保护功能和锌的保护功能,锌在有切边,划伤时,铝会形成不能溶解的氧化物层发挥保护作用。另外镀铝锌的密度低,同等重量的涂层厚度比镀锌厚的多。除了耐腐蚀还耐高温,55%镀铝锌板反射性好,上漆涂层结合力好。还有55%镀铝锌板有多种锌花状态,板面漂亮,适合于外用镀铝锌板具备高宽比透射率,它的热透射率基本上是镀锌钢的2倍,适合应用于钢结构金属屋顶,可超过环保节能实际效果。镀铝锌板可用以高达hg3.15度的高溫自然环境。
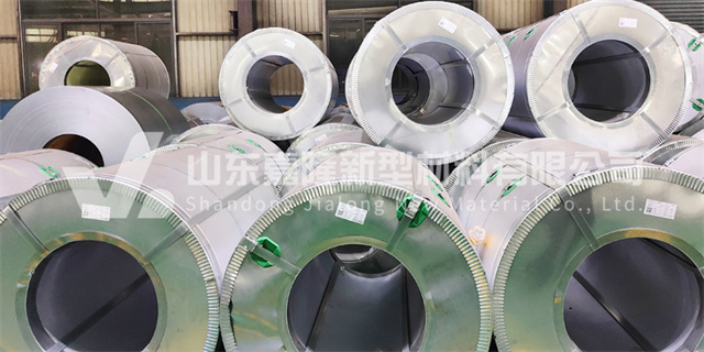
热镀锌板冲压开裂的成因及措施避免。镀锌线生产工艺流程为:冷硬卷→脱脂→连续退火→镀锌→光整→拉矫→辊涂→感应加热→空冷→质量检查→涂油称重打包。在其生产中容易出现冲压开裂缺陷,影响用户的生产。分析其成因是:1、退火温度退火温度是镀锌工序一个重要的工艺参数,退火温度对产品屈服强度的影响较大。退火温度较低时,退火不充分,晶粒细小,强度高,伸长率低;退火温度太高则容易导致晶粒异常粗大,屈服强度降低的同时抗拉强度下降得更厉害,产品在客户冲压成形、拉伸过程中容易出现直接断裂的情况。2、加工润滑材料表面粗糙度会影响其表面的存油能力,合适的钢卷表面粗糙度,对材料的冲压性能也非常重要。同时,涂油量的选择很重要,涂油量过少,则材料在冲压过程中没有得到充足润滑,会导致材料冲压开裂;涂油量过多,则分条和成形过程中易打滑,影响生产节奏。3、材料厚度与模具间隙配合材料在冲压加工过程中,模具间隙与材料厚度的匹配也是导致材料开裂的一个重要因素。山东嘉隆新型材料有限公司,深受广大消费者的青睐和好评。
定位:根据设计要求,在安装基面上标出毛化板的准确位置;铺设:将毛化板按照定位放置到基面上,确保其与基面紧密贴合;固定:使用螺栓或其他固定件将毛化板牢固地固定在基面上,确保不会松动或移位;检查:安装完成后,检查毛化板的固定情况和表面状况,确保安装质量。在安装过程中,应轻拿轻放,避免毛化板受到撞击或划伤;安装时应确保毛化板的方向正确,避免反向安装影响使用效果;对于大型毛化板或需要拼接的情况,应确保拼接缝隙均匀、紧密,防止出现漏水、漏气等问题;在固定毛化板时,要注意螺栓的紧固力度,既要确保固定牢固,又要防止过紧导致板材变形或破裂;山东嘉隆新型材料有限公司,凭着积极进取的精神获得广大客户的鼎力支持。贵州镀锌毛化板报价
山东嘉隆新型材料有限公司,自信源于我们的专业。云南镀铝锌毛化板生产厂家
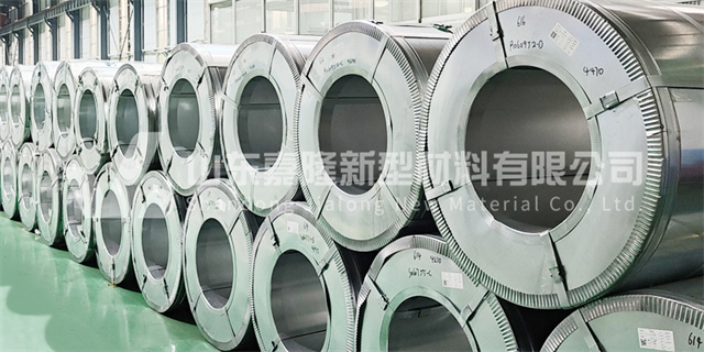
镀铝锌钢板的修复性:在潮湿的腐蚀环境中,如果断面上形成红锈的速度快于含有涂层成分的水膜层,则切口首先形成红锈。红锈发生的时间因环境湿度、母材的耐蚀性、基体的厚度等而异,发生在几天到几个月之间。在腐蚀初期,裸露钢材的红锈面积大于白锈面积。随着腐蚀时间的延长,含有涂层成分的水膜层不断扩大,白锈区开始增加,红锈区减少。这种时间流逝持续数月或数年,直到切口附近的涂层耗尽。相反,含有涂层成分的水膜层的浸入和扩散速度快于切割面形成红锈的速度,白锈覆盖在切口处。继续覆盖切口。浸入含有涂料组合物的水性薄膜层延长了切割金属腐蚀和形成红锈所需的时间。其次,在长期的腐蚀环境中,红锈区被白锈覆盖,阻止了金属的进一步腐蚀,减缓了腐蚀速度。Mg和AL涂层形成的高密度腐蚀产物具有高附着力和低电导率,隔离腐蚀介质,快提高了整个金属截面的耐腐蚀性能。但这并不意味着断面的耐腐蚀性能与涂层体相匹配,也不意味着切割面在加工、储存、运输和使用过程中会出现红锈。云南镀铝锌毛化板生产厂家
- 青海镀锌毛化板价格 2025-05-06
- 天津镀锌毛化板批发价格 2025-05-06
- 云南镀铝锌毛化板生产厂家 2025-05-06
- 海南镀锌毛化板去哪买 2025-05-05
- 重庆镀锌毛化板 2025-05-05
- 宁夏镀锌毛化板生产厂家 2025-05-05
- 江苏镀铝锌毛化板市场行情 2025-05-05
- 西藏镀锌毛化板采购 2025-05-05
- 云南镀铝锌毛化板厂家 2025-05-05
- 西藏镀锌毛化板价格 2025-05-04
- 广东镀铝锌毛化板供应商 2025-05-04
- 上海镀锌毛化板去哪买 2025-05-04