密封要求:在对焊法兰的连接过程中,必须注意防止泄漏,因为泄漏可能导致管道破裂或造成人身伤害。因此,在安装过程中必须使用专业的密封材料并按照操作规程进行密封操作。安全要求:在对焊法兰进行连接操作时,由于涉及到高温,必须注意防止烧伤和火灾等安全问题。使用合适的工具,并确保工具在使用过程中保持清洁和良好状...
法兰基本参数
- 品牌
- 高正
- 型号
- 型号齐全,支持定制
- 类型
- 焊接法兰,螺纹连接法兰,异径法兰,盲板法兰,松套法兰
- 结构形式
- 整体法兰,活套法兰,螺纹法兰
- 制造标准
- 国标,日标,非标,德标
- 材质
- 碳钢,不锈钢,铸铁
法兰企业商机
法兰的智能化制造与未来趋势随着工业4.0的推进,法兰制造也逐步向智能化方向发展。通过引入自动化生产线、机器人技术和物联网技术,法兰的生产效率和质量得到了***提升。例如,智能生产线能够实时监控生产过程中的各项参数,确保产品的一致性和稳定性;物联网技术则可以实现设备的远程监控和维护,降低运营成本。此外,3D打印技术的应用也为法兰制造带来了新的可能性,能够快速生产复杂形状的法兰产品。未来,随着技术的不断进步,法兰制造将更加智能化、高效化,为工业发展提供更强有力的支持。宁波高正金属材料有限公司采用先进的生产设备和检测技术,确保每一件法兰产品都达到标准。温州碳钢法兰厂家现货

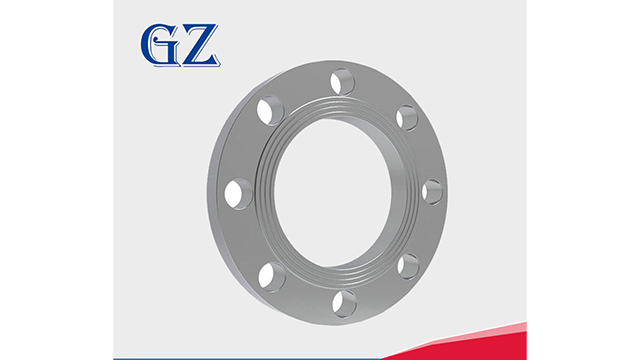
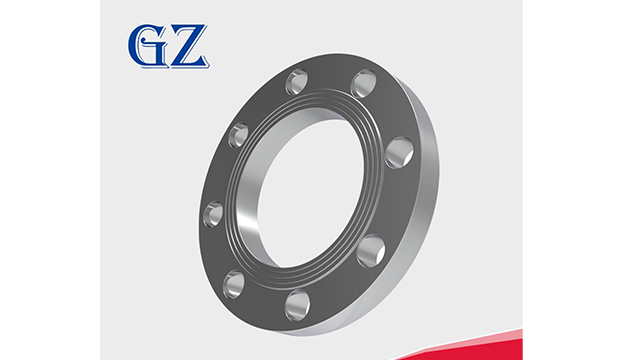
平焊法兰和对焊法兰在多个方面存在明显的区别,主要包括以下几个方面:焊缝形式:平焊法兰的焊缝不能射线探伤,而对焊法兰的焊缝可以。平焊法兰管子与法兰的焊接焊缝形式为角焊缝,而带颈对焊法兰与管子的焊接焊缝形式为环焊缝。具体来说,平焊法兰的焊缝是两个角接环焊缝,而对焊法兰的焊缝是一个对接环焊缝。材质:带颈平焊法兰的材质通常为厚度符合要求的普通钢板机加工而成,而带颈对焊法兰的材质则多为锻钢件机加工而成。这意味着对焊法兰在材质上可能具有更高的强度和更好的焊接性能。公称压力:带颈平焊法兰的公称压力范围一般为0.6~4.0MPa,适用于中低压管道系统。而带颈对焊法兰的公称压力范围则更宽,通常为1~25MPa等级,适用于更高压力的管道系统。因此,对焊法兰在承受高压方面更具优势。温州碳钢法兰厂家现货我们的法兰设计合理,安装过程简单快捷,明显缩短了施工周期,提高了工作效率。

法兰作为一种重要的机械连接件,广泛应用于石油、化工、电力、造船、食品加工等多个行业。无论是高压管道系统还是低压输送设备,法兰都扮演着不可或缺的角色。其多样性体现在材质、规格和连接方式上,常见的有碳钢法兰、不锈钢法兰、合金钢法兰等,能够满足不同环境下的耐腐蚀、耐高温、耐高压等需求。法兰的连接方式也多种多样,包括平焊法兰、对焊法兰、螺纹法兰等,用户可以根据具体需求选择合适的产品。此外,法兰的标准化设计使其具有极高的通用性,能够与不同品牌的管道和设备无缝对接,明显提高了工程安装的效率和可靠性。无论是大型工业项目还是小型设备维修,法兰都是连接与密封的理想选择。
带颈对焊法兰是一种带有锥颈的法兰,它与筒体或管道通过对接焊的方式进行连接,属于整体式法兰的一种。以下是关于带颈对焊法兰的详细解释:定义与结构定义:带颈对焊法兰是指带有锥颈且与筒体或管道采用对接焊的一种法兰。结构:它由一个整体法兰和锥颈组成,锥颈的设计用于与管道或筒体进行平滑过渡,从而增强连接的强度和刚度。特点与优势强度高与刚度:由于锥颈的过渡结构及对接焊连接,带颈对焊法兰的强度及刚度得到加强,密封性比平焊法兰好。良好的密封性:其密封性能优于平焊法兰,适用于对密封要求高的场合。适用范围广:带颈对焊法兰适用于压力、温度较高或对密封要求高的场合,如化工、石油、电力等领域的高压、高温、易燃、易爆、有毒、有害、剧毒类介质的管道和设备上。缺点带颈对焊法兰需要锻件制造,因此耗费材料多,制造费用大。应用场景带颈对焊法兰用于中高压管道和设备的连接,如航空航天、石油、化工等领域的大型集装箱中。在管道工程中,带颈对焊法兰主要用于管道连接,其密封面可分为光滑型、凹凸型和企口型三种,其中光滑型带颈对焊法兰应用更多。安装与检测带颈对焊法兰的安装通常采用对焊焊接方式,焊接完毕后需要做焊缝检测,确保焊接质量。我们始终坚持以技术创新为驱动,宁波高正金属材料有限公司不断推出符合市场需求的新型法兰产品。
法兰的全球化市场与贸易趋势法兰作为一种重要的工业零部件,其市场需求遍布全球。随着全球化进程的加快,法兰的国际贸易也日益频繁。中国、印度、德国、美国等国家是法兰的主要生产和出口国,而中东、东南亚等地区则是重要的进口市场。近年来,随着“****”倡议的推进,中国法兰企业积极开拓海外市场,出口量逐年增长。同时,国际市场的竞争也日益激烈,企业需要通过技术创新、质量提升和服务优化来增强竞争力。了解全球市场动态和贸易趋势,对于法兰企业制定发展战略具有重要意义。我们提供定制化法兰服务,可根据客户需求设计特殊尺寸、材质或连接方式,满足个性化需求。河北国标法兰推荐厂家
宁波高正金属材料有限公司的法兰产品采用品质高原材料,经过多道工序精制而成,确保每一件产品都经久耐用。温州碳钢法兰厂家现货
平焊法兰在使用时应该注意以下几点:焊接电流和电弧控制:为了防止由于法兰盖加热而产生睛间腐蚀,焊接电流应该保持不宜太大,比碳钢焊条少于20%左右。同时,电弧不宜过长,以保持焊接质量。焊条的使用和保存:焊条在使用时应该保持其干燥,钛钙型焊条应在150℃下干燥1小时,低氢型焊条应在200-250℃下干燥1小时。同时,要防止焊条药皮粘油和其它脏物,以免导致焊缝增加含碳量和影响焊件质量。重复加热的影响:平焊法兰管件在焊接时,受到重复加热会析出碳化物,这会降低耐腐蚀性以及产品的力学性能。焊接后的处理:对于铬平焊法兰管件,焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(如G202、G207)焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用适合平焊法兰管件的焊条(如A107、A207)。温州碳钢法兰厂家现货
与法兰相关的文章
与法兰相关的产品
与法兰相关的新闻
-
江苏德标法兰厂家 2025-07-08 11:13:40便于拆卸和安装:带颈平焊法兰的连接方式相对简单,便于管道的拆卸和安装。这对于需要经常维护和检修的管道系统尤为重要。节省材料和成本:在特定条件下,带颈平焊法兰的生产可以节省材料,降低成本。特别是当管道的原材料比较特殊,价格较高时,使用带颈平焊法兰可以有效节约材料成本,有利于施工。适应性强:带颈平焊法兰...
-
江苏焊接法兰定制 2025-07-08 11:13:39法兰的高质量标准与认证在现代工业中,法兰的质量直接关系到整个管道系统的安全性和可靠性。因此,高质量的法兰产品必须符合国际标准,如ANSI、DIN、JIS、GB等。这些标准对法兰的材质、尺寸、压力等级和制造工艺提出了严格要求。例如,ANSI标准适用于美国市场,而DIN标准则广泛应用于欧洲市场。此外,许...
-
泰州国标法兰定制 2025-07-08 11:13:31法兰连接在多个工业领域中都有广泛的应用,主要包括以下几个方面:管道系统:法兰连接是管道系统中常见的连接方式,用于连接各种类型的管道,如水管、石油管道、天然气管道等。法兰连接能够确保管道之间的密封性和稳固性,使得流体或气体能够在管道中顺畅流动。化工行业:在化工行业中,法兰连接被广泛应用于化工装置和设备...
-
浙江螺纹法兰厂家现货 2025-07-08 17:14:24密封要求:在对焊法兰的连接过程中,必须注意防止泄漏,因为泄漏可能导致管道破裂或造成人身伤害。因此,在安装过程中必须使用专业的密封材料并按照操作规程进行密封操作。安全要求:在对焊法兰进行连接操作时,由于涉及到高温,必须注意防止烧伤和火灾等安全问题。使用合适的工具,并确保工具在使用过程中保持清洁和良好状...
与法兰相关的问题
与法兰相关的标签
产品推荐
-

浙江日标法兰价格
2025-07-09 -

沧州法兰
2025-07-09 -
江苏不锈钢法兰
2025-07-09 -
标准法兰
2025-07-09 -
江苏特殊钢弯头
2025-07-09 -
浙江铸铁弯头推荐厂家
2025-07-09 -

弯头厂家
2025-07-09 -
河北凸面法兰推荐厂家
2025-07-09 -

泰州机械标法兰价格
2025-07-09