- 品牌
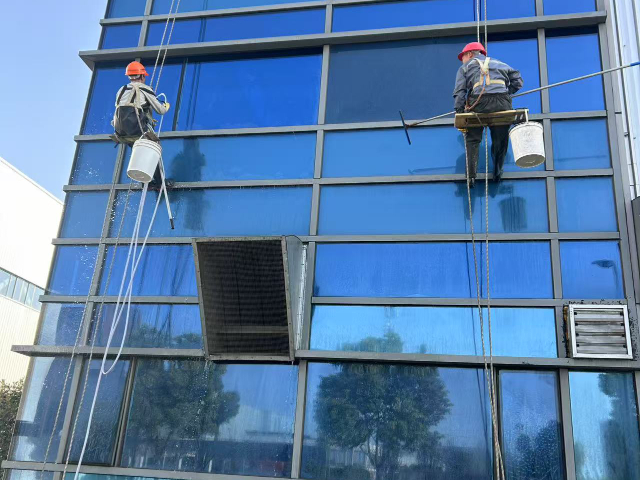
- 嵘安外墙清洗
- 服务项目
- 清洗
食品速冻厂房的蒸发器和货架结霜厚度>10mm 时需清洗,采用热氟融霜技术,通过逆向循环热气使冰霜融化,再用橡胶刮板去除积水。地面冰霜使用低温铲冰机(-10℃)处理,避免室温升高影响产品质量。清洗后检测速冻隧道温度均匀性,温差≤±2℃,确保食品冻结速率一致,微生物指标符合速冻食品标准。
电子封装厂房使用等离子体清洗技术去除芯片表面的有机物和氧化物,通过射频电源激发氩气产生等离子体,在真空环境下(压力 10-100Pa)轰击芯片表面,蚀刻速率达 0.1μm/min。清洗后进行接触角测量,确保表面润湿性<10°,提高封装粘接可靠性。该工艺无需化学溶剂,环保且清洗均匀性达 98% 以上。 厂房屋顶太阳能板清洗,去除灰尘鸟粪,提升能源转化效率。桐乡咨询厂房清洗质量

机械加工厂房的机床周边常堆积切削油、乳化液及铁屑,清洗需分区域处理。对于平面磨床等设备,先关闭电源,用吸油毡覆盖机床导轨和工作台,吸收残留油污30分钟后移除,再用浸有煤油的细布擦拭导轨缝隙,涂抹锂基润滑脂防止锈蚀。地面铁屑采用磁吸式清扫车收集,该车配备永磁滚筒,可吸附直径≥0.1mm的铁屑,收集后集中回炉处理。油污区域喷洒脱脂剂(pH值10-11),用硬毛刷往复刷洗,再用蒸汽清洗机(温度180℃,压力100bar)冲洗,蒸汽可渗透5mm深的缝隙,有效分解油脂。地沟内的油泥需定期打捞,铺设生物滤料降解残留油污,每月检测一次地沟出口水质,确保石油类含量<5mg/L。平湖家政厂房清洗包含电子厂房无尘清洁,满足精密生产环境要求。

印刷厂房的油墨辊和印刷台面易堆积干燥油墨,清洗时先用溶剂型清洗剂(如乙醇乙酯)喷洒在污渍表面,软化 30 分钟后用铜质刮刀轻轻刮除,避免损伤金属表面。对于水溶性油墨,使用温水(40℃~50℃)配合尼龙刷清洗,再用压缩空气吹干。印刷车间地面的油墨污渍,可采用工业吸尘器配合活性炭吸附剂处理,确保空气中挥发性有机物(VOCs)浓度<50mg/m³,符合职业健康标准。
自动化厂房的清洗通过 PLC 控制系统联动完成:当传感器检测到设备表面污渍达到设定阈值时,机械臂自动喷洒清洁剂,传送带同步低速运转,配合毛刷辊清洗。清洗液经循环过滤系统去除杂质后重复使用,水资源利用率达 85%。清洗结束后,红外烘干设备启动,在 5 分钟内将设备表面温度升至 60℃,确保无水分残留。整个过程无需人工干预,清洗效率较传统方式提升 60%,适用于 24 小时连续生产的自动化产线。
电子厂房风淋室的高效过滤器(HEPA)更换周期根据压差监测结果确定,当阻力达到初阻力的1.5倍(一般为250Pa)时需更换。更换前,先关闭风机,拆除旧过滤器,用酒精擦拭静压箱内壁。安装新过滤器时,确保密封胶条完整,边框与静压箱之间无泄漏,采用烟雾法检测泄漏率(泄漏量≤0.01%)。更换后,检测风速≥25m/s,气流流向均匀性≤15%。初效和中效过滤器每周清洗一次,用中性清洁剂浸泡30分钟,晾干后安装,清洗次数不得超过5次,超过后需更换。化工厂房墙面清洗,去除化学残留,确保环境安全。

食品厂房清洗需严格遵循食品安全标准,采用“预洗-消毒-终洗”三阶段流程。预洗阶段用38℃温水冲洗设备表面及地面,去除可见残渣;消毒阶段使用食品级次氯酸钠溶液(浓度200-300ppm)或过氧乙酸喷雾,作用15分钟杀灭微生物;终洗用过滤后的无菌水彻底冲洗,确保无化学残留。重点清洗区域包括生产线缝隙、传送带底部及排水沟,需拆卸可拆卸部件进行浸泡清洗。清洗后需进行ATP荧光检测,菌落总数需控制在10CFU/cm²以下,确保符合HACCP体系要求。厂房排水沟清洗,疏通堵塞,避免积水问题。南湖区本地厂房清洗咨询问价
厂房墙面霉斑清洗,改善车间环境质量。桐乡咨询厂房清洗质量
化工储罐外壁受酸雨和盐雾侵蚀,清洗后需进行防腐处理:首先用喷砂工艺(石英砂粒径 0.8-1.2mm)去除锈层和旧涂层,达到 Sa2.5 级标准;然后涂刷环氧富锌底漆(干膜锌含量≥80%),厚度 80μm;涂覆聚氨酯面漆,形成耐候防护层。每两年进行一次涂层检测,使用涂层测厚仪确保总厚度≥200μm,盐雾试验≥1000 小时无腐蚀。
食品罐头厂房的杀菌锅清洗需先排空蒸汽冷凝水,用高压水枪冲洗内壁污垢,再用 95℃热水循环杀菌 30 分钟。罐头瓶清洗采用 “碱洗 - 酸洗 - 纯水冲洗” 三段式隧道清洗机,碱洗浓度 2% NaOH,酸洗浓度 1% HNO3,确保瓶内外无杂质残留。清洗后罐头瓶需在 30 分钟内完成灌装,避免二次污染。 桐乡咨询厂房清洗质量

- 嘉兴厂房清洗咨询问价 2025-06-09
- 海宁咨询厂房清洗联系方式 2025-06-09
- 桐乡本地厂房清洗市面价 2025-06-09
- 秀洲区厂房清洗市面价 2025-06-09
- 秀洲区提供厂房清洗电话多少 2025-06-09
- 海盐方便厂房清洗电话多少 2025-06-09
- 南湖区哪里厂房清洗质量 2025-06-09
- 海盐厂房清洗市面价 2025-06-09