- 品牌
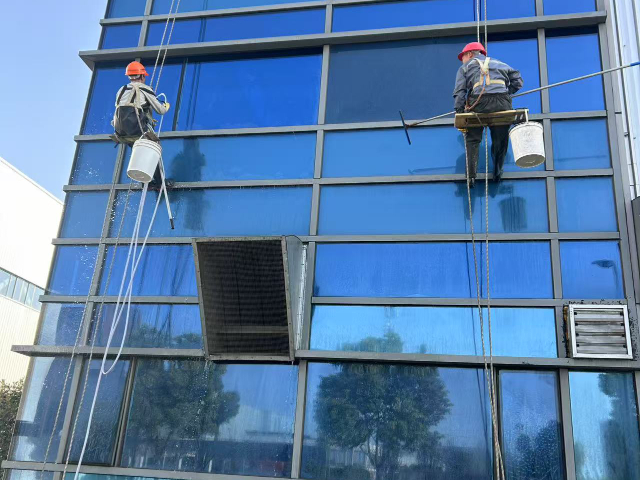
- 嵘安外墙清洗
- 服务项目
- 清洗
印刷厂房的油墨辊和印刷台面易堆积干燥油墨,清洗时先用溶剂型清洗剂(如乙醇乙酯)喷洒在污渍表面,软化 30 分钟后用铜质刮刀轻轻刮除,避免损伤金属表面。对于水溶性油墨,使用温水(40℃~50℃)配合尼龙刷清洗,再用压缩空气吹干。印刷车间地面的油墨污渍,可采用工业吸尘器配合活性炭吸附剂处理,确保空气中挥发性有机物(VOCs)浓度<50mg/m³,符合职业健康标准。
自动化厂房的清洗通过 PLC 控制系统联动完成:当传感器检测到设备表面污渍达到设定阈值时,机械臂自动喷洒清洁剂,传送带同步低速运转,配合毛刷辊清洗。清洗液经循环过滤系统去除杂质后重复使用,水资源利用率达 85%。清洗结束后,红外烘干设备启动,在 5 分钟内将设备表面温度升至 60℃,确保无水分残留。整个过程无需人工干预,清洗效率较传统方式提升 60%,适用于 24 小时连续生产的自动化产线。 厂房照明灯具清洁,提升光照亮度。秀洲区提供厂房清洗售后服务

电子陶瓷厂房的陶瓷基板清洗采用“兆声+等离子体”双重工艺。首先通过兆声清洗(频率≥1MHz)去除亚微米级颗粒,再利用等离子体清洗机(氩气等离子体)蚀刻表面有机物,使表面粗糙度控制在Ra≤0.2μm。清洗后进行接触角测量,确保亲水性>90°,提升后续镀膜工艺的附着力,陶瓷基板的介电常数偏差≤±1%。汽车发动机装配线的缸体、缸盖等部件积碳,采用干冰清洗技术。干冰颗粒(直径3mm)在压缩空气(压力0.8MPa)驱动下喷射至部件表面,通过温差效应使积碳脆化脱落,无需化学溶剂,清洗后部件表面残留碳含量<0.05mg/cm²。干冰升华后无残留,可直接进入下道工序,相比传统化学清洗效率提升40%,且环保无污染。海盐外包厂房清洗化工厂房墙面清洗,去除化学残留,确保环境安全。

电子厂房的防静电PVC地板清洗前,需先关闭静电消除器,用带有导电纤维的拖把(接地电阻≤10⁶Ω)蘸取防静电清洁剂(pH值7-8),沿地板纹路单向擦拭,避免打圈产生静电。对于地板缝隙,使用吸尘器(带防静电滤芯)去除微尘,再用导电胶填补破损处。每周用静电测试仪检测地板表面电阻,需在10⁶-10⁹Ω之间,若超标需重新涂抹导电涂层。高架地板需逐块掀起清扫下方空间,检查接地铜带连接是否牢固,确保静电有效导除。清洗工具需特用,禁止与普通清洁工具混用。
生物发酵厂房的不锈钢管路采用CIP在线清洗系统,分为“预冲-碱洗-酸洗-灭菌”四阶段:预冲用纯化水排除残留发酵液,碱洗用1.5%NaOH溶液(温度80℃)循环1小时,酸洗用1%HNO3溶液去除无机盐,用饱和蒸汽(121℃,30分钟)灭菌。清洗过程中监测电导率和pH值,确保管路内壁无生物膜残留,微生物挑战测试菌落数≤0CFU/100cm²。金属加工液集中处理厂房的储液罐和过滤系统,每月进行一次全面清洗。先排空旧液,用机械刮刀罐底淤泥,再用高压水枪(压力180bar)冲洗罐壁,配合紫外线杀菌灯照射2小时。过滤系统的滤芯用超声波清洗机(频率40kHz)处理,去除金属碎屑和微生物黏泥,清洗后检测加工液的pH值、浓度和细菌含量,确保回用液符合ISO6743标准,延长使用寿命。机械厂房传送带清洁,减少磨损延长使用。

半导体封装厂房使用电阻率≥18.2MΩ・cm 的超纯水清洗芯片封装基板,通过多级过滤(PP 滤芯 + RO 膜 + 抛光树脂)去除离子和颗粒污染物。清洗设备采用兆声喷射技术,频率 2MHz,水流速度 5m/s,有效剥离纳米级颗粒(≥0.1μm)。清洗后基板需在 10 分钟内进入干燥工序,使用氮气吹扫,避免水痕残留影响键合工艺,颗粒检测需满足 SEMI 标准,≥0.2μm 粒子数为 0。
汽车轮毂电镀前清洗采用“脱脂-酸洗-活化”三槽联动工艺。首先在碱性脱脂槽(温度50℃,pH值12)中去除油脂,接着进入酸洗槽(5%硫酸溶液)去除氧化皮,通过活化槽(1%盐酸溶液)使表面活化。各槽液每日检测浓度,脱脂槽油含量>500ppm时更换,确保电镀层附着力≥50MPa,盐雾测试≥720小时无腐蚀。 专业团队处理厂房墙面涂鸦,恢复外观整洁。平湖什么是厂房清洗一体化
纺织厂房空调出风口清洁,优化通风效果。秀洲区提供厂房清洗售后服务
精密轴承的无尘清洗采用 “真空清洗 + 冷冻干燥” 技术。轴承在真空腔体(压力<10Pa)中喷洒清洗剂,利用真空汽化效应去除缝隙油污,再通过冷冻干燥(温度 - 40℃)去除水分。清洗后轴承内部残留颗粒(≥5μm)≤10 个 / 套,油脂污染度达到 NAS 8 级标准,确保轴承寿命≥10 万小时。
食品调味料厂房的酱料管道和搅拌设备,采用 “脉冲清洗 + 酶解” 工艺。首先用高压水脉冲(频率 20Hz)冲击管道内壁,再注入含纤维素酶的清洗剂(浓度 0.5%),循环 30 分钟分解淀粉类残留。清洗后用内窥镜检查,确保无酱料挂壁,微生物检测霉菌和酵母菌≤10CFU/g。 秀洲区提供厂房清洗售后服务
- 提供厂房清洗联系方式 2025-06-14
- 桐乡外包厂房清洗哪家便宜 2025-06-14
- 海盐提供厂房清洗包括什么 2025-06-14
- 秀洲区本地厂房清洗 2025-06-14
- 海盐家政厂房清洗24小时服务 2025-06-14
- 南湖区方便厂房清洗哪家好 2025-06-14
- 平湖本地厂房清洗联系方式 2025-06-14
- 海盐外包厂房清洗费用 2025-06-14