- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
数字孪生技术为设备管理系统带来了质的飞跃。系统为每台关键设备创建了高保真数字孪生体,实现虚实交互。某飞机制造企业通过数字孪生技术,在地面就能实时监控飞行中飞机的发动机状态,维护需求。更深入的应用是,系统可以在虚拟环境中模拟设备改造方案,验证可行性后再实施。某汽车厂在引入新生产线前,通过数字孪生模拟发现了23处潜在问题,避免了上千万元的改造损失。随着技术进步,数字孪生正从单一设备扩展到整个工厂,使设备管理系统具备更强大的仿真和预测能力。据预测,到2026年,90%的工业设备管理系统都将集成数字孪生功能。备件耗材管理模块通过智能化升级解决了传统管理中的诸多痛点。辽宁设备全生命周期管理公司

设备管理系统的价值不仅限于制造业,在服务业同样具有广阔应用前景。医院通过系统管理医疗设备的全生命周期,确保CT、MRI等关键设备的可用性达到99.9%。系统记录的设备使用数据还能优化科室间的调度,某三甲医院应用后,大型设备利用率提升28%。在商业地产领域,系统管理着电梯、空调等设备的维护计划,通过预测性维护将故障率降低60%。数据中心使用系统监控服务器机柜的运行状态,智能调节制冷系统,年节省电费数百万元。甚至连锁餐饮企业也开始使用系统管理厨房设备的维护,确保食品安全合规。这些应用证明,设备管理系统正在成为现代服务业运营的重要支撑。宁夏化工设备全生命周期管理报价在智能制造快速发展的时代背景下,设备全生命周期管理系统正成为制造企业实现数字化转型的重要支撑平台。
设备全生命周期管理系统的实施不仅是一项技术升级,更是企业数字化转型的组成部分。该系统通过打破信息孤岛,实现了设备数据在企业各部门间的无缝流动,为管理层提供了前所未有的决策支持能力。从战略层面看,系统能够量化分析设备资产的投资回报率,帮助企业优化资本支出规划。例如,某跨国制造集团通过系统分析发现,其20%的设备贡献了80%的生产价值,据此调整了设备投资策略,三年内将整体设备利用率提升35%。更重要的是,系统沉淀的设备运营数据成为企业数字资产,为后续的智能制造、工业互联网等战略实施奠定了数据基础。在数字化转型评估中,拥有完善设备管理系统的企业其成熟度评分平均高出同业42%,这充分体现了该系统在企业战略发展中的关键价值。
在"双碳"目标背景下,设备管理系统成为企业实现绿色制造的重要工具。系统通过精确计量设备能耗,建立碳足迹追踪模型,帮助企业识别高耗能设备。智能优化模块可以分析设备运行参数与能耗的关系,自动推荐能效提升方案。某化工企业利用系统的能效分析功能,对反应釜的温度控制曲线进行优化,年减少蒸汽消耗15万吨。系统还支持环保合规管理,自动监控废气废水处理设备的运行效率,确保达标排放。更值得关注的是,设备退役评估模块会优先推荐再制造、再利用方案,比较大限度减少废弃物产生。据统计,使用设备管理系统的企业在ESG评级中,环境维度得分平均高出同业28%。数字孪生技术的深入应用将实现物理设备与虚拟模型的实时交互,为设备管理提供仿真优化平台。

现代设备管理系统已突破企业边界,实现了与供应链的深度协同。系统自动生成的备件需求预测可以直接发送给供应商,实现JIT(准时制)供应。某飞机制造商通过系统与供应商共享发动机运行数据,使供应商能够预判维修需求,将备件交付周期从45天缩短至7天。系统还建立了供应商绩效评价体系,基于设备实际运行数据(如备件使用寿命、故障率等)客观评估供应商质量,指导采购决策。在全球化供应链背景下,系统的多语言支持和跨境合规管理功能尤为重要,确保不同国家的设备数据能够标准化交互。这种供应链协同使整体维护成本降低18-25%,同时显著提高了设备可用率。在应用优势方面,智能化设备管理系统为企业创造了多重价值。辽宁设备全生命周期管理公司
设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,使故障率降低了40%。辽宁设备全生命周期管理公司
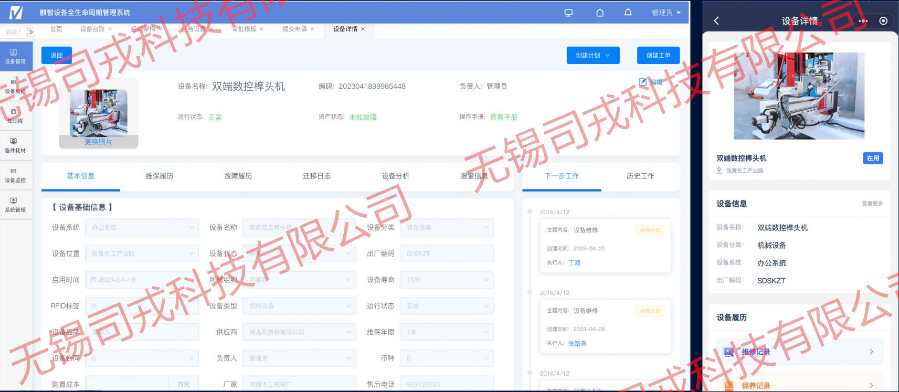
设备的维护和保养是确保其正常运行、延长使用寿命的关键。设备全生命周期管理系统通过智能化维护计划,实现了设备的预防性维护,减少了突发故障的发生。系统根据设备的运行数据和历史维护记录,智能生成维护计划,提醒维护人员按时进行维护保养,确保设备始终处于比较好状态。同时,系统还具备故障诊断和预警功能,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。这种智能化的维护方式,不仅降低了维护成本,还提高了设备的可靠性和稳定性,延长了设备的使用寿命。辽宁设备全生命周期管理公司
- 重庆专业的设备全生命周期管理企业 2025-07-10
- 湖南小程序设备全生命周期管理app 2025-07-10
- 北京小程序设备全生命周期管理多少钱 2025-07-09
- 江西企业设备全生命周期管理报价 2025-07-09
- 临沂专业的设备全生命周期管理报价 2025-07-09
- 菏泽手机设备全生命周期管理价格 2025-07-09
- 陕西智慧设备全生命周期管理公司 2025-07-09
- 云南移动端设备全生命周期管理系统 2025-07-09
- 中国香港智能化设备全生命周期管理服务 2025-07-09
- 青岛智能设备全生命周期管理平台 2025-07-09
- 菏泽制造业设备全生命周期管理服务 2025-07-09
- 山东智慧设备全生命周期管理企业 2025-07-09