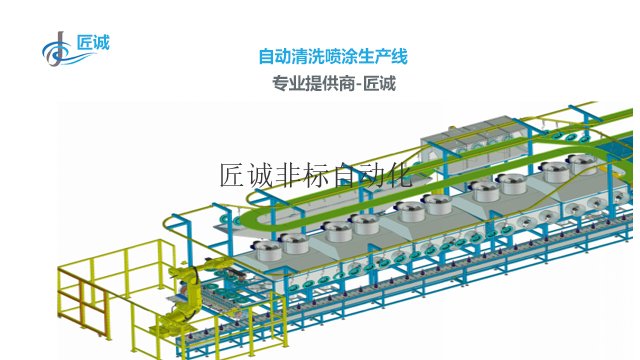
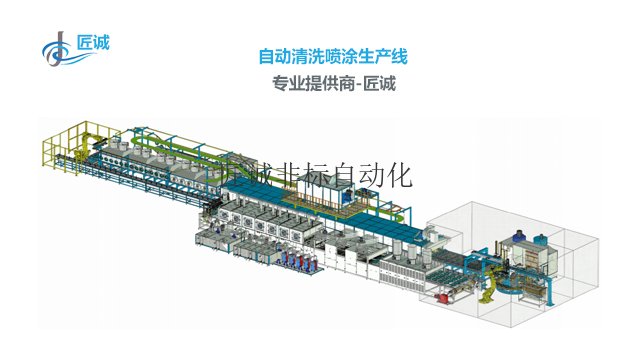
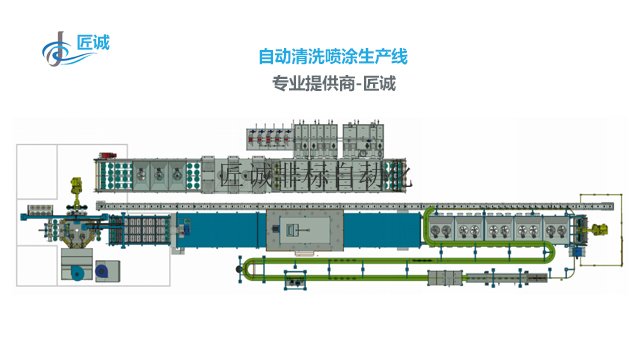
1.智能温控**:烘干效率提升230%的工业密码匠诚多段式烘干系统搭载红外测温阵列,可在30秒内建立工件三维温度场模型,动态调整热风分布。某家电厂应用后,洗衣机外壳粉末涂层的固化时间从45分钟压缩至14分钟,单位能耗降低58%。系统支持-20℃至300℃全温域精细控制,在医疗器械清洗领域,使手术器械烘干灭菌周期缩短至传统设备的1/3,产能提升至每日12批次。2.零接触清洗:98%人工替代率的行业突破针对汽车零部件清洗需求,匠诚360°翻转喷淋系统通过64组可编程喷嘴,精细***发动机缸体盲孔内的切削油污。某变速箱制造厂引入后,清洗线人员配置从18人减至2名巡检员,且工件清洁度达到VDA19标准。在光伏板边框清洗场景中,设备更实现每小时1200件的处理量,表面残留颗粒物数量控制在≤5个/平方米。3.跨界全能手:从微型轴承到船舶螺旋桨的清洗**匠诚模块化清洗机配备可扩展舱体,**小处理单元可清洗3mm精密滚针轴承,比较大扩展至直径5米的船用推进器。某轴承**企业使用后,超声波空化强度达0.8W/cm³,清洁度满足ISO440614/11级标准,同时处理量提升至每小时2.4万件。设备特有的防碰撞夹具系统,更使大型铸件清洗破损率降至0.003%。通过数据看板呈现设备OEE(综合效率)从65%提升至92%的具体路径18。南平大型UV自动化喷漆涂装流水线源头供应商
2. 涂料利用率与施工窗口期平衡雾化效果优化:双组份涂料反应窗口期*30分钟,传统喷涂易因时间延迟导致固化不良,需通过柱塞式精密供料系统控制流量波动±3%17。材料浪费控制:空气喷涂涂料利用率不足40%,静电喷涂虽提升至70%,但对曲面工件易产生边缘衰减效应(厚度下降15%)56。施工环境干扰:高湿度(>70%)导致涂料流平性恶化,需在喷涂室集成温湿度闭环控制(±2℃/±5% RH)46。3. 自动化系统协同与稳定性多设备联动瓶颈:喷涂机器人与输送线、烘干炉的时序误差超过1秒会导致工件堆积,需通过OPC UA协议实现毫秒级信号同步46。清远涂装设备喷漆涂装流水线通过“行业画像-模块配置-生态融合-持续优化”的四阶模型,可有效实现非标设备的行业适配。
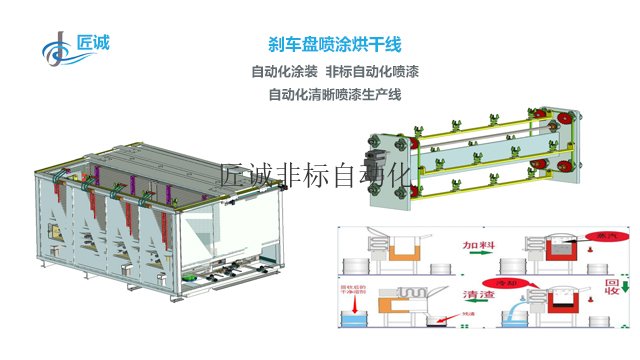
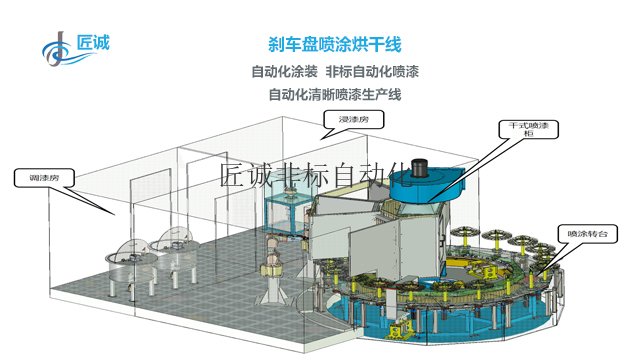
工作原理播报编辑工作原理:自动或手动除尘-自动或手动上料-自动合模-自动喷漆-自动离模-除尘烘干-自动或手动下料—自动或手动洗模1.喷漆方式对比:人工套模、喷漆、清洗模具都由人工进行,且不能同时进行,机器自动完成,并同时进行 生产效率:人工单件进行喷涂,喷涂效率低,自动喷涂机机一次进行多件喷涂,喷涂效率高,是传统手工喷漆的数倍以上2.产品质量:人手直接接触工件,油污几率高,质稳定性差,合格率低。 机械自动操作,减少人手接触,使工件表面清洁,油污几率低,稳定的机械确保品质的一致性。3.油漆使用量:单件进行喷涂,且油量不易被控制,喷涂效果不均匀,导致油量耗损大,机器一次进行多件喷涂,形状及油量和均匀度可控制4.工作环境:人员密集型操作,传统式的喷漆槽抽风系统,
2. 涂料利用率与环保要求平衡雾化效率优化:传统空气喷涂涂料利用率*25%-40%,需通过静电喷涂或高精度雾化技术减少过喷浪费57。废气处理挑战:VOCs排放需结合活性炭吸附+催化燃烧系统,但高湿度环境(>70%)易降低净化效率,增加能耗68。材料兼容性:涂料黏度变化(如稀释剂配比偏差)会导致雾化颗粒直径波动,影响涂层质量并增加材料损耗23。3. 环境控制与稳定性保障温湿度精细调控:喷漆室需维持温度±2℃、湿度±5%的恒定环境,否则流平时间延长30%,导致橘皮或气泡缺陷68。空气洁净度管理:压缩空气中的油水杂质(如未配置分离过滤器)会混入涂层,引发失光或附着不良37。粉尘隔离难题:高粉尘工况(如铸造车间)要求设备达到IP67防护等级,否则**部件寿命缩短50%以上46。设置行业专属快速响应通道:医疗设备客户的需求反馈至方案输出周期控制在72小时内。
2. 多参数协同与动态响应喷涂参数耦合影响:喷枪口径(1.0-1.6mm)、涂料流量(50-500mL/min)与雾化压力(0.3-0.6MPa)的匹配关系复杂,需建立多维度参数模型实现智能匹配35。机器人运动协同:喷枪移动速度与涂料流量需同步控制,动态路径***量滞后超过0.5秒会导致流挂或漏喷,需开发前馈补偿算法12。环境干扰抑制:车间温度波动±5℃或湿度>70%时,涂料流平性下降40%,需在喷枪模块集成温湿度传感器并联动涂料加热系统36。3. 设备可靠性与维护成本喷嘴/气帽寿命管理:喷涂金属漆时喷嘴磨损速率达0.02mm/千件,需采用激光熔覆修复技术延长寿命3倍,并开发磨损量在线监测系统47。高压系统稳定性:静电喷涂时60kV高压易引发漏电或电弧放电,需采用三级绝缘防护(陶瓷隔离层+惰性气体密封)和电弧检测模块68。快速维护设计:喷枪组件拆装耗时占故障处理时间70%,需开发磁吸式快换接口(更换时间<30秒)和AR辅助维修指引系统47。智能化喷涂控制减少人工干预,确保涂层厚度均匀性与表面一致性。合肥全套工业自动化喷漆涂装流水线设备生产厂家
恒温恒湿供风模块稳定作业环境,减少漆面气泡与橘皮缺陷。南平大型UV自动化喷漆涂装流水线源头供应商
运行流程textCopyCode上料→前处理(脱脂/水洗)→水分烘干(60-80℃)→自动喷涂(多轴联动)→流平(5-10min)→固化(120-180℃)→冷却→质检→下料全过程由**控制系统(SCADA)监控,实现数据采集、故障报警与工艺参数追溯12。二、维修手册要点日常维护喷枪组件:每日清洁喷嘴积漆,检查电极针磨损(更换周期≤500h)2。校准雾化气压与出漆量偏差(允许误差±5%)2。输送系统:每周润滑链条/导轨,检查张紧度(下垂量≤5mm/m)2。每月检测输送带跑偏量(横向偏移≤2mm)1。除尘装置:每班清理滤筒粉尘,压差报警阈值设定为1500Pa1。每季度更换密封条,检测漏风率(≤3%)1。南平大型UV自动化喷漆涂装流水线源头供应商