喷涂单元雾化气压校准步骤1.确认喷枪类型与标准参数传统喷枪:标准雾化气压4.0巴RP喷枪(中低压):标准雾化气压2.5巴HVLP喷枪(高流量低气压):标准雾化气压2.0巴根据设备铭牌或说明书确认喷枪类型,并设定初始气压基准值35。2.调整总气压旋钮打开气源阀门,将总气压调节旋钮(通常位于***体平行位置)调整至标准气压范围(0.3-0.5MPa)67;使用气压表验证实际输出值,确保与设定值误差≤±5%36。3.流量与气压联动调节增大流量:逆时针旋转涂料流量调节旋钮,增大***针行程,同时按比例提升气压(流量每增加20%,气压需提升0.1-0.2巴)57;每季度更新行业解决方案包(如Q3新增新能源电池拆解用夹具库)。承德工业自动化喷漆涂装流水线提供涂装解决方案
10.材料全能手:从水性漆到陶瓷涂层的无缝切换匠诚多材料处理系统攻克了陶瓷涂料高粘度(≥1800cP)输送难题,在厨具不粘涂层生产线实现每分钟12件的喷涂效率。专利设计的自加热供料管路可将环氧树脂温度波动控制在±1.5℃,避免固化剂提前反应。某卫浴企业转型智能马桶生产时,*用3天便完成从普通亮光漆到***涂层的全线切换,节省设备改造费用280万元。11.工艺传承:老师傅经验转化为数字资产通过机器学习技术,匠诚将30年喷涂技师的运***法(如“之”字形渐薄收边)转化为机器人运动轨迹算法。某红木家具企业在数字化升级后,手工喷涂特有的水墨渐变效果得以标准化复现,每件产品的艺术效果一致性从68%提升至95%,同时使高级技工需求从15人减至2人。12.全球认证:67国安全标准的一站式满足匠诚防爆型喷涂机器人已通过ATEX、IECEx等国际认证,在石油钻采设备制造车间,可在1区性气体环境中持续作业。设备接地电阻值稳定在0.1Ω以下,静电火花能量控制在0.02mJ,*为国际标准限值的1/10。某中东油田管件制造商借此通过APIQ2认证,年出口额增长3200万美元。淄博全自动化喷漆涂装流水线大幅度解放人力针对劳动密集型行业(如纺织),开发语音指令系统与AR辅助操作界面,降低员工培训成本。
3. 自动化系统协同与稳定性多设备联动瓶颈:喷涂机器人与输送线、烘干炉的时序误差超过1秒会导致工件堆积,需通过OPC UA协议实现毫秒级信号同步46。定位精度不足:吊装工件停止位偏差达±5cm,需采用激光定位+视觉纠偏系统将定位精度提升至±1mm13。突发状况响应:异物附着或涂层瑕疵的识别延迟超5秒,现有系统依赖人工干预,智能诊断覆盖率不足60%38。4. 环境控制与设备可靠性粉尘/腐蚀防护:铸造车间PM10浓度>10mg/m³时,普通设备寿命缩短50%,需IP67防护等级+气密封**部件36。压缩空气质量:未配置双级油水分离器会导致杂质混入涂层,引发失光或附着力下降(合格率降低20%)47。能耗矛盾:空调系统占喷涂室总能耗60%,循环风利用与新风补充的平衡策略仍不成熟68。5. 智能化升级与数据应用工艺参数优化:缺乏多维度数据模型(如压力-温度曲线库),新订单调试周期长达3-5天36。缺陷检测滞后:传统视觉系统对隐裂、气泡的识别率*75%,需结合AI算法与缺陷样本库提升至95%78。维护成本高:喷嘴堵塞/磨损占故障35%,人工巡检导致产线年损失超10万元,智能预警覆盖率不足40%48。
19.全球服务网:48小时应急响应承诺依托全球9大备件中心和135名认证工程师,匠诚在墨西哥汽车城建立4小时服务圈。当某美资工厂因台风导致喷涂房故障时,当地工程师携带备件涉水抵达,6.5小时内恢复关键产线。近三年客户服务评价显示,紧急故障平均解决时长*3.2小时,优于行业均值68%。20.未来实验室:与客户共创的迭***态匠诚开放设备底层数据接口,与头部客户共建12个联合研发中心。某新能源电池企业通过调取三年喷涂参数,反向优化出电芯外壳绝缘涂层新工艺,使激光焊接良率提升11%。这种共生模式已催生23项**技术,推动行业标准升级9次。时数据监控系统实现工艺参数可视化,便于质量追溯分析。
13.微观控制:50μm级狭缝的完美渗透针对精密齿轮箱的防锈需求,匠诚超细雾化喷枪可产生粒径8-15μm的涂料粒子流,轻松渗入齿隙宽度*0.3mm的啮合面。某风电齿轮箱制造商使用后,盐雾测试耐久性从800小时延长至2000小时,且无需人工补喷死角。在3C产品领域,该技术更实现手机Type-C接口内壁的绝缘涂层全覆盖。14.绿色循环:98%废漆回收的闭环系统匠诚**的干式漆雾捕集装置,通过多层PTFE滤材与智能压差调节,将过喷涂料回收率提升至行业比较高的98%。某电动车轮毂生产线每年可回收再利用聚酯粉末涂料320吨,节约原材料采购成本860万元。回收物料经静电分选后纯度达99.2%,可直接投入新生产循环。15.速度***:每分钟12米线速的工业美学在防盗门连续喷涂生产线,匠诚高速往复机配合100kHz响应的伺服系统,实现每分钟12米的均匀涂布。相较于传统设备,单日产能从2000樘提升至5500樘,且门框边缘的涂层厚度差从±25μm降至±5μm。特有的加速度补偿算法,更消除高速转向时的涂料堆积问题。智能化喷涂控制减少人工干预,确保涂层厚度均匀性与表面一致性。淄博全自动化喷漆涂装流水线大幅度解放人力
集成安全防护机制减少作业风险,保障人员与设备操作安全性。承德工业自动化喷漆涂装流水线提供涂装解决方案
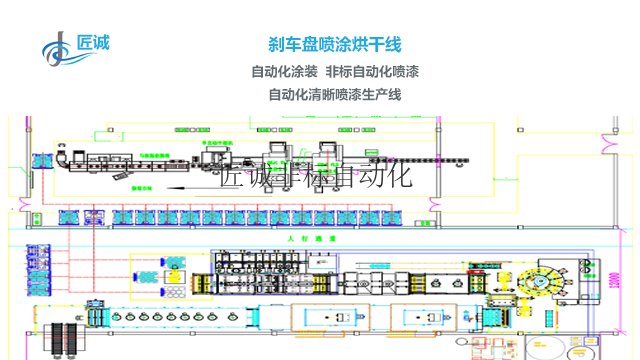
自动喷涂生产线工作原理及维修手册一、工作原理系统构成前处理设备:通过脱脂、磷化等工序***工件表面油污与杂质,确保喷涂附着力2。输送系统:采用链条、滚筒或磁悬浮装置,按预设速度(0.5-12m/min)输送工件,支持连续或间歇式运行12。喷涂单元:智能喷枪:通过光电传感器识别工件位置,按程序设定轨迹喷涂(如往复式、旋杯式),雾化粒径控制在15-50μm12。参数控制:气压(0.3-0.6MPa)、出漆量(200-800mL/min)、喷涂距离(15-30cm)通过PLC精细调节2。除尘系统:采用干式滤筒或湿式水帘装置,过滤效率≥98%,废气排放符合GB16297标准1。干燥固化:通过红外、热风或UV固化炉,温度控制精度±2℃,固化时间压缩至传统工艺的1/32。承德工业自动化喷漆涂装流水线提供涂装解决方案