生产下线NVH测试环境的搭建至关重要,它直接影响测试结果的准确性与可靠性。理想的测试环境应尽可能模拟车辆实际行驶工况。首先,场地选择要远离大型工厂、交通主干道等噪声源,以减少外界干扰。测试场地的地面需平整且具有良好的吸声性能,避免因地面反射导致噪声测量误差。对于室内测试环境,需配备专业的吸声材料,打造低噪声本底环境。同时,环境温度、湿度和气压也需严格控制,因为这些因素会对材料特性及声音传播产生影响。此外,为模拟车辆行驶中的不同工况,需设置不同的测试跑道,如平坦路面、粗糙路面、减速带等。在测试区域还应合理布置传感器,确保能***准确采集车辆在各种工况下的噪声、振动数据。只有搭建科学合理的测试环境,才能为后续的NVH测试提供可靠基础。利用生产下线 NVH 测试技术,企业可在产品下线时就掌握其声学特性,从而针对性地开展质量管控工作。南京控制器生产下线NVH测试系统

下线 NVH 测试是汽车生产流程中至关重要的一环。当整车装配完成,即将驶下生产线之际,NVH 测试便拉开帷幕。专业的测试设备如同敏锐的听诊器,精细捕捉车辆运行时的噪声、振动与声振粗糙度信息。工程师们通过在模拟各种路况下的测试,如城市拥堵道路的频繁启停、高速公路的高速巡航,来***监测车辆内部与外部的声音表现。一旦发现异常噪音,像是车门密封条不严导致的风噪,或是底盘部件共振引发的低频轰鸣,就能及时溯源整改,确保交付到消费者手中的每一辆车都拥有静谧舒适的驾乘环境。常州新能源车生产下线NVH测试设备通过完善生产下线 NVH 测试体系,让生产下线的每辆车都拥有出色的静谧性。

生产下线测试标准:
国际标准:如ISO362-1(汽车外部噪声测量标准)规定了汽车外部噪声的测量方法和限值。它明确了测量的环境条件(如风速、背景噪声等)、车辆行驶轨迹和测量位置等细节内容。ISO5349(机械振动-人体暴露于手-传振动的测量和评价标准)则侧重于评估人体暴露于机械振动时的风险,这对于一些手持式机械工具的NVH测试有重要的指导意义。行业标准和企业标准:汽车行业有自己的行业标准,如SAEJ1470(汽车内饰材料吸音性能测试标准),用于评估汽车内饰材料对噪声的吸收效果。各个汽车制造企业也会根据自身的品牌定位和产品特点制定更为严格的企业标准。例如,豪华汽车品牌可能对车内噪声的要求比普通品牌更为严格,其企业标准规定的车内静谧性指标会更低(即噪声更小)。生产下线NVH测试包含哪些具体的测试项目?车辆生产下线前都要进行哪些测试?哪些因素会影响产品的NVH性能?
生产下线NVH测试,其噪声测试环节噪声测试是生产下线 NVH 测试的重要部分。在测试过程中,车辆被置于模拟实际行驶的工况下,例如不同的车速、挡位等。车内多个位置布置有麦克风,用来捕捉各个频率段的噪声。从发动机运转产生的轰鸣声,到轮胎与地面摩擦的胎噪,再到车辆行驶时的风噪,都会被详细记录分析。通过与预设的噪声标准对比,判断车辆的噪声是否超标。一旦发现噪声异常,就会深入排查是哪个部件或系统导致的,以便及时进行调整优化。生产下线的车辆在 NVH 测试场地排起长队,测试人员依序操作,从声学、振动等方面评估车辆 NVH 综合性能。

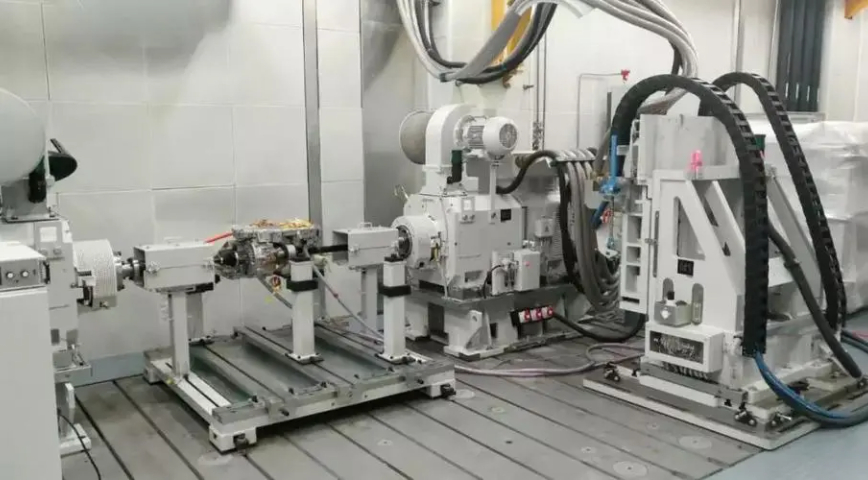
电驱生产下线NVH测试报告生成与归档:在完成电驱系统的所有 NVH 测试项目并确认其性能符合要求后,整理和总结测试过程中获取的数据、分析结果、优化措施以及**终的测试结论,生成详细的测试报告。测试报告应包括电驱系统的基本信息、测试设备和方法、测试工况和数据采集情况、NVH 性能分析结果、存在的问题及改进措施、**终的测试结论等内容,并附上必要的图表、数据曲线和照片等资料,以便清晰、直观地展示测试过程和结果。将测试报告进行归档保存,作为电驱系统生产质量控制和产品研发的重要技术文档,为后续的产品改进、质量追溯以及技术交流提供参考依据。同时,将测试过程中积累的经验和教训反馈给设计、生产等相关部门,促进整个企业在电驱系统 NVH 技术方面的不断提升和发展。借助先进的生产下线 NVH 测试技术,工程师可对刚下线产品进行检测,有效保障产品声学品质及乘坐舒适性。上海电动汽车生产下线NVH测试供应商
生产下线 NVH 测试设备不断更新迭代,如今能更高效、精确地捕捉到车辆极细微的 NVH 问题。南京控制器生产下线NVH测试系统
人员在下线 NVH 测试中扮演关键角色。测试工程师不仅要有深厚的声学、力学知识,还需丰富的实操经验。他们如同车辆的 “体检医生”,能依据经验在复杂的噪声、振动信号中敏锐捕捉异常。在车辆测试过程中,他们实时***声音变化,手感感知方向盘、座椅的细微振动,配合仪器数据判断车辆 NVH 性能优劣。而且,他们还要与生产线上的装配工人、零部件供应商紧密沟通,当发现问题是由于零部件装配工艺不达标,如螺栓拧紧力矩偏差,能迅速反馈调整,保障生产线顺畅与产品质量。南京控制器生产下线NVH测试系统