人员在下线 NVH 测试中扮演关键角色。测试工程师不仅要有深厚的声学、力学知识,还需丰富的实操经验。他们如同车辆的 “体检医生”,能依据经验在复杂的噪声、振动信号中敏锐捕捉异常。在车辆测试过程中,他们实时***声音变化,手感感知方向盘、座椅的细微振动,配合仪器数据判断车辆 NVH 性能优劣。而且,他们还要与生产线上的装配工人、零部件供应商紧密沟通,当发现问题是由于零部件装配工艺不达标,如螺栓拧紧力矩偏差,能迅速反馈调整,保障生产线顺畅与产品质量。优化生产下线 NVH 测试流程,高效筛选出声学性能优异的车辆。无锡零部件生产下线NVH测试设备

测试数据采集与分析在生产下线 NVH 测试中,大量的数据被采集并进行深入分析。测试设备收集到的噪声、振动等数据,会实时传输到数据分析系统中。专业的软件对这些数据进行处理,绘制出各种图表,如频谱图、时域图等,以便工程师直观地观察数据的变化趋势和特征。通过数据分析,能够精细定位 NVH 问题所在,例如从频谱图中可以分析出噪声的主要频率成分,进而判断是哪个部件的共振引起的。数据分析的结果为后续的问题整改提供了有力依据,确保每一辆下线车辆都符合 NVH 质量标准。无锡零部件生产下线NVH测试设备汽车生产企业广泛应用生产下线 NVH 测试技术,对每一辆下线汽车进行严格测试,提升整车的静谧性和稳定性。

新能源汽车由于没有发动机的轰鸣声掩盖其他噪声,车内噪声源更加凸显。除了动力系统和电池系统产生的噪声,风噪、胎噪以及车身结构振动噪声等对车内舒适性影响更大。在生产下线车内NVH噪声测试中,要在车内不同位置布置麦克风,如驾驶员耳部、后排乘客耳部等位置,***采集车内噪声数据。通过分析不同工况下(如高速行驶、低速行驶、加速、减速等)的噪声频谱,确定主要噪声源。例如,若风噪过大,可通过优化车身外形,减少气流分离和紊流,或者加强车身密封来降低风噪;若胎噪明显,则可考虑选用低噪声轮胎或优化轮胎花纹设计。
从测试流程来看,下线 NVH 测试遵循严格的规范。车辆首先进行静态 NVH 检测,此时全车处于通电但静止状态,测试人员检查车内电子设备如空调风机、座椅调节电机等工作时的噪音水平,确保基础的静谧性。接着动态测试登场,从低速缓行到高速急加速,多工况覆盖。以高速急加速为例,强大的动力输出可能引发传动系统的扭转振动,通过安装在关键部位的加速度传感器,实时传输数据至分析系统,工程师依据频谱图判断振动频率是否超标,若超标则针对性改进传动部件的动平衡,保障车辆在各种工况下平稳安静。生产下线 NVH 测试数据,直观反映了车辆的整体工艺水平,车企可据此不断优化生产工艺与装配精度。

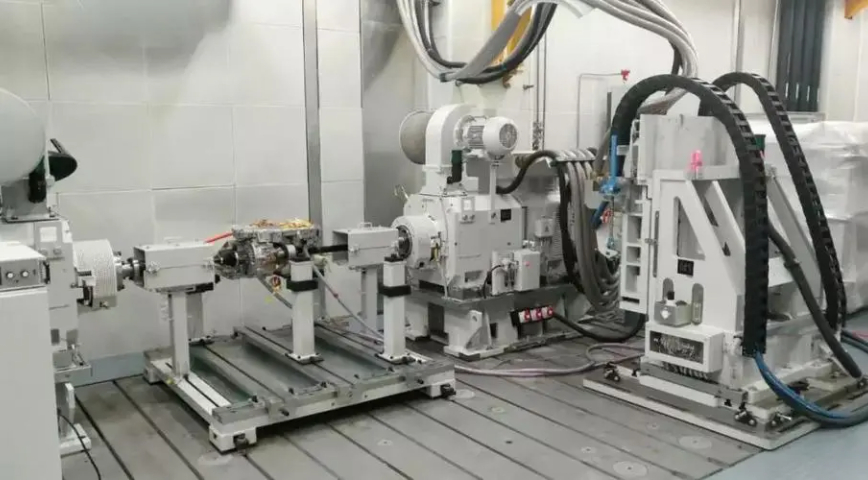
在电驱下线前对转子进行动平衡检测,测量转子的不平衡量及其相位角,并通过在特定位置添加或去除配重的方式进行动平衡校正,使转子的不平衡量控制在允许的范围内,保证电驱系统在高速运行时的平稳性和 NVH 性能。测试方法与设备测试方法台架测试:将电驱系统安装在**的 NVH 测试台架上,台架具备模拟电驱实际工作状态的能力,包括精确控制电机的转速、扭矩加载、模拟不同的工况(如恒速行驶、加速、减速、爬坡等)以及提供稳定的支撑和隔振条件。在台架测试环境下,可以方便地对电驱系统进行各种 NVH 测试项目,并且能够排除车辆其他部件对测试结果的干扰,更准确地获取电驱系统自身的 NVH 性能数据。生产下线 NVH 测试意义重大,它直接关系到消费者对车辆静谧性的体验,是衡量汽车品质高低的重要指标之一。南京总成生产下线NVH测试集成
随着机械臂完成组装,新车生产下线,无缝衔接进入 EOL NVH 测试环节,全力保障车内静谧空间。无锡零部件生产下线NVH测试设备
模态分析是生产下线NVH测试技术中的重要环节,它用于研究车辆结构的固有振动特性。车辆结构在受到外界激励时,会以特定的固有频率和振动模态进行振动。模态分析通过对车辆进行激励,并测量其响应,从而获取结构的模态参数,包括固有频率、模态振型和模态阻尼等。在实际测试中,常采用锤击法或激振器激励法对车辆部件或整车进行激励。通过模态分析,工程师可以了解车辆结构在不同频率下的振动形态。例如,发现车身某个部位在某一频率下出现较大的振动变形,这可能导致噪声辐射增加或结构疲劳问题。基于模态分析结果,可对车辆结构进行优化设计,如调整部件的刚度、质量分布,或增加加强筋等,改变结构的固有频率,避免与外界激励频率产生共振,从而降低噪声和振动,提高车辆的NVH性能及结构可靠性。无锡零部件生产下线NVH测试设备