- 品牌
- 健坤
- 型号
- 可咨询
打开C2和P2连接片,四根导线分别连接到相应的电极上。 4)倍率开关置于X10档,转动手摇发电极(120转/分)同时旋转测量标度盘旋纽使指针对准标准黑线,如小于1,倍率减小一挡,(倍率标度在3挡X10,X1,X0.1)至得到准确值,R=倍率挡值X测量标度盘读数。 5)计算ρ=2πsRρ为Sm深土壤电阻率。 六、阴极保护产品参数测量方法:牺牲阳极输出电流的测量; 将0.1ohm.的标准电阻串联在阳极输出线中,采用准确度0.02级的数字万用表测量电压降,除以电阻即可以得到输出电流。七、阴极保护产品参数测量方法:接地电阻测量1)辅助接地电阻测量.采用三极法,土壤电阻率均匀时,远电极距阳极2L,中间极距阳极L,测量接地电阻。测量过程中,移动3次中间极,移动距离为10%L。如3次测量的数据接近,则取此电阻值。其中L为阳极长度,测量方向与阳极方向垂直。2)测量牺牲阳极接地电阻时,方法与上述类似,间距分别为20米和40米。注意应把阳极与管道断开。(参见“埋地钢制管道阴极保护参数测试方法,SYJ23-86)四川健坤科技有限公司为大家提供质优价廉的阴极保护产品产品。青海硫酸铜参比电极电话多少

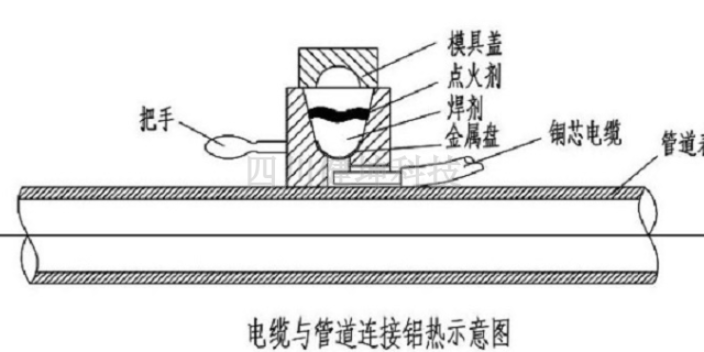
《铝热焊接工艺操作说明书》铝热焊接工艺操作说明书:一、说明:本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具:1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项:1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。青海硫酸铜参比电极电话多少四川阴极保护产品厂家,就找四川健坤科技有限公司。

经过对厂区内的腐蚀调查,对厂区输水管网及其腐蚀现状有了详尽的了解。厂区内管网运行多年、涂层破损严重、腐蚀环境恶劣,需要很大保护电流,所以应选择外加电流法为主的保护方法;炼油厂区内管道密集、纵横交错,再加上工业建筑基础、储罐基础、输配电网、接地网,构成了极其复杂的地下金属结构网络,所以应设计使用深井阳极地床的阳极,以解决进行阴极保护时复杂金属网络的屏蔽问题。方案的设计思路是,以采用80m深井阳极地床的外加电流阴极保护为主,对地下输水管网中的钢质管道实施保护,在各别屏蔽的欠保护区域辅助以镁合金牺牲阳极保护。
其他相关产品电缆:阴极保护中常用的电缆有:VV系列、VV22系列、YJV系列等。补伤片:外加电流阴极保护:常用外加电流阳极材料:高硅铸铁阳极体:高硅铸铁阳极深井阳极体由高硅铸铁阳极串、导气管、焦炭填料和钢质套管组成,将高硅铸铁阳极串(一般为两支)固定在钢质套管中心,装上导气管后阳极串,四周填充焦炭填料。贵金属氧化物阳极体(带):贵金属氧化物管状阳极体由贵金属氧化物管状阳极串、导气管、焦炭填料和钢质套管组成,将贵金属氧化物:管状阳极串(一般3支阳极组成)固定在钢质套管中心,装上导气管后阳极串四周填充焦炭填料。四川健坤科技有限公司生产阴极保护产品符合SYT 0036-2016_埋地钢质管道强制电流阴极保护设计规范。

220kV某变电所接地网阴极保护方案介绍:这些因素的差异可以使阴极保护电流密度由几个μA/m2变化到几百个mA/m2。根据本工程的管网防腐层,保护电流密度取:I=10mA/m2;2.3管道总保护电流强度I=i·S=4461mA:2.4镁合金牺牲阳极选取,选择MGAZ1型14kg/支,规格700×(105+95)×110mm,2.5阳极输出电流及所需阳极数量计算,牺牲阳极输出电流按下列公式计算(根据GB/T21448-2008标准)F.管道数量分配,根据管径的不同,两段管道所需的阳极数量不同,所需的阳极数量与管道面积成正比,因此:DN273:DN325=S273:S325,2.6计算参数如下表2.7计算结果,阳极数量:56支,阳极使用寿命>30年,阴极保护产品放热焊接材料,就找四川健坤科技有限公司。青海硫酸铜参比电极电话多少
购买阴极保护产品,就找四川健坤科技有限公司。青海硫酸铜参比电极电话多少
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。青海硫酸铜参比电极电话多少

- 青海硫酸铜参比电极市场价 2025-04-17
- 贵州锌包钢接地极哪里买 2025-04-16
- 陕西锌包钢接地极厂家现货 2025-04-16
- 宁夏锌包钢接地圆线厂家批发价 2025-04-16
- 四川综合阴极保护厂家 2025-04-15
- 陕西铝热焊剂和焊模生产厂家 2025-04-15
- 西藏镁合金阳极组件电话多少 2025-04-15
- 贵州锌包钢接地圆线现货 2025-04-15