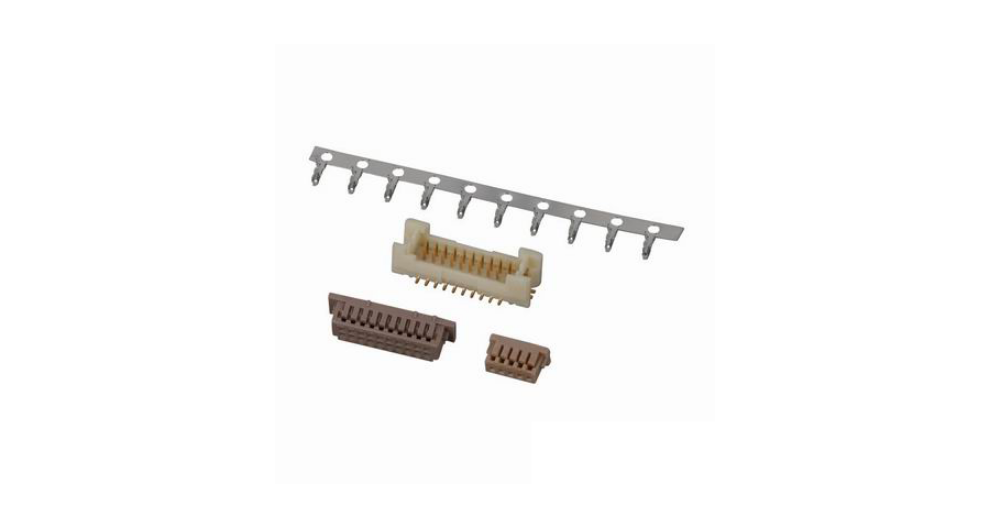
PCBA板排针指的是:应用于PCB板的连接上,一般与其配对使用的有排母,线端等连接器。而随着排针连接器市场的竞争,现在有部分厂家从电镀(仿金)及材质(青包钢,合金等)上入手降低成本,但同样也降低了产品的使用特性及寿命。在改换PCBA板排针的时候,首先我们需要操作的是利用电烙铁讲PCBA板排针处的锡化焊掉,然后我们接着要用到吸锡器把PCBA板排针吸取出来。通过上述的方法,我们需要用吸锡器把焊锡吸出后,用镊子从线路板正面把排针吸取出来,在吸取的时候一定要注意:焊锡不吸干净是很难将排针取出的。接下来就是清洁下PCBA板上的排针,然后我们就可以重新的安装新的排针就可以了 。在排针排母连接器的小信号的电路中,要注意给出的接触电阻指标是在什么需求条件测试。北京1.27 排针排母定制
排母在我国的发展是很迅速的,一般体积都是比较小的,由于排母本身就非常的细小,所以排母的生产要求非常精细。按规定长度尺寸取料、毛刺。根据排母的搭接要求进行搪锡,将铜母排用回丝擦干净,而后浸泡在氯化锌的溶液中3到5分钟左右。取出母排并用毛刷清理其表面的锡粒,然后进行冷却,再进行清洗、晾干。根据母排的走位方向对母排进行弯曲,母排折弯需要根据规定,一般绝缘子的母排支持夹板边缘要小于0.25L。排针排母厂家总结:排母的应用范围:接口类型;形状:制作工艺;特性:接触件材质;绝缘体材质:芯数,针数。北京1.27 排针排母定制在排针排母连接器的导体电阻指标上指的是接触电阻。
排针滚镀严格意义上讲叫做滚筒电镀。它是将一定数量的小零件置于滚筒内、在滚动状态下以间接导电的方式使零件表面沉积上各种金属或合金镀层、以达到表面防护装饰及各种功能性目的的一种电镀加工方式。典型的滚镀过程是这样的:将经过镀前处理的小零件装进滚筒内,零件靠自身的重力作用将滚筒内的阴极导电装置紧紧压住,以保证零件受镀时所需的电流能够顺利地传输。滚筒以一定的速度按一定的方向旋转,零件在滚筒内受到旋转作用后不停地翻滚、跌落。同时,主金属离子受到电场作用后在零件表面还原为金属镀层,滚筒外新鲜溶液连续不断地通过滚筒壁板上无数的小孔补充到滚筒内,而滚筒内的旧液及电镀过程中产生的氢气也通过这些小孔排出筒外。
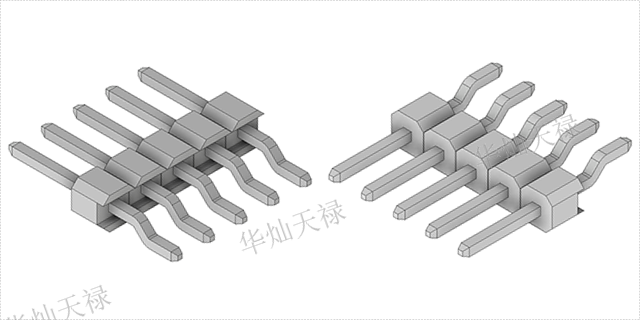
频繁的插拔对于排针排母连接器的要求是非常高的,我曾经使用过一款劣质的车载mp3数据线,因为插拔频繁,三次以后就不能再正常工作的,因为内里的接线触点不能充分接触,所以影响了使用,从而在很多时候却不能完成自己需要的工作,这样使人感觉很失望。像电脑端口的众多的连接器的插拔功能,更能体现出其功能性,如果不能有效连接,影响使用,可是如果连接得太紧的话,在需要的时候就影响到操作的功能性,如果连接过松又容易脱落,这些都是需要在设计中考虑的问题,也是保障性问题,良好的性能才能让排针排母连接器发挥出更好的效果。排针连接器根据间距大致可分为0.8、1.0、1.27、2.0、2.54、3.96间距等。

机械性能就联网控制来讲,插下力是关键地机械性能。排针排母设备插下力分成插入力和拔出力,二者的需要是不一样的。在相关规范中有较大 插入力和少分离出来力要求,这说明,从应用方向看来,插入力要小,而分离出来力若过小,则会危害接触的稳定性。另一个主要的机械性能是连接器的设备使用寿命。机械设备使用寿命其实是一种耐用性指标值,在国 家标准GB5095中把它叫做机械设备实际操作。它是以一次插入和一次拔出为一个循环系统,排针排母配机以在要求的插下循环系统后连接器能不能一切正常进行其联网控制做为判定根据。连接器的插下力和机械使用寿命与接触件构造接触位置涂层品质及其接触件排序规格精密度相关。在排针排母连接器的导体电阻指标上指的是接触电阻,它主要包括的是接触电阻和接触对导体电阻。北京1.27 排针排母定制
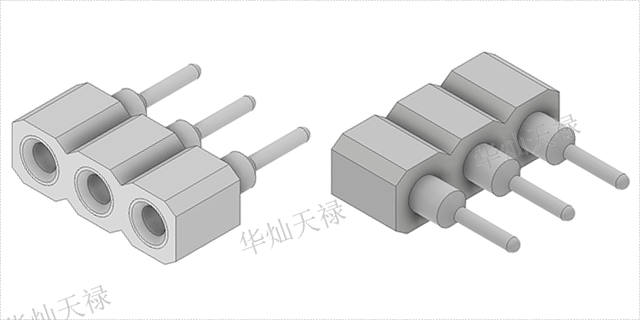
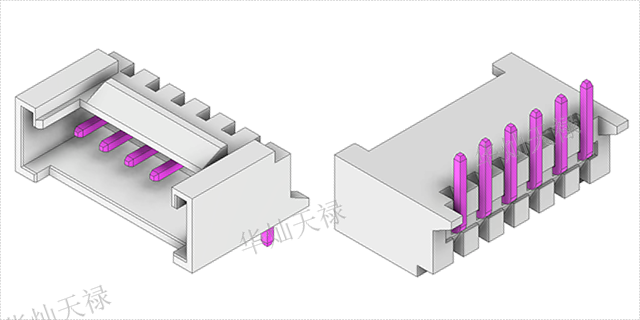
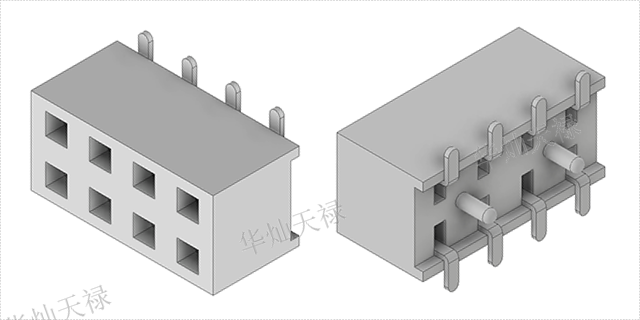
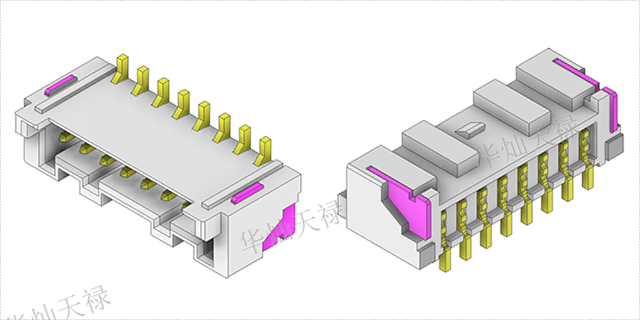
通常与排针配套使用,构成板对板连接。北京1.27 排针排母定制
在电子显示屏装配工厂应用到排针排母连接器产品时,应做好产品的防静电措施。电子显示屏要控制好灯的垂直度对于直插式排针排母连接器产品来说,过炉时要有足够的工艺技术保证LED垂直于PCB板。排针排母连接器产品在工作时会产生热量,所以应该做好散热设计,因为温度过高会影响LED的衰减速度和稳定性,故PCB板的散热设计、箱体的通风散热设计都会影响LED的表现。设计电流值排针排母的标称电流为20mA,一般建议其大使用电流为不超过标称值的80%,尤其对于点间距很小的显示屏,由于散热条件不佳,还应降低电流值。过波峰焊温度及时间须严格控制好焊的温度及过炉时间,预热温度100±5,不超过120,且预热温度上升要求平稳,焊接温度为245±5,焊接时间建议不超过3秒。北京1.27 排针排母定制