- 品牌
- 赋耘
- 型号
- EP-06A
- 类型
- 电解服饰
- 电解液
- 电解腐蚀液
- 设备形式
- 实现恒定电流和恒定电压工作方式
- 材质
- 玻璃,ABS
- 电极连接方式
- 单极式电解槽,复极式电解槽
- 加工定制
- 是
- 工作温度
- 0-200
- 功率
- 1
- 重量
- 15
- 产地
- 上海
- 厂家
- 赋耘
- 外形尺寸
- 1500mm*750mm*400mm,900mm*900mm*800mm,1600mm*750mm*400mm
缺点编辑电解抛光由于没有机械力的作用,所以没有变形层产生,也没有金属扰动层,能够显示试样材质的真实组织。由于抛光时试样是浸泡在电解液中,电解液对试样有浸蚀作用,有些试样抛光后就可直接观察组织,不必再进行组织显示。电解抛光特别适合于容易产生塑性变形而引起加工硬化的金属材料和硬度较低的单相合金,比如高锰钢、有色金属、易剥落硬质点的合金和奥氏体不锈钢等。尽管电解抛光有如上优点,但它仍不能完全代替机械抛光,因为电解抛光对金属材料化学成分的不均匀性、显微偏析特别敏感,所以具有偏析的金属材料基本上不能进行电解抛光。含有夹杂物的金属材料,如果夹杂物被电解液浸蚀,则夹杂物有部分或全部被抛掉,这样就无法对夹杂物进行分析。如果夹杂物不被电解液浸蚀,则夹杂物保留下来在抛光面上形成突起。对于只有两相的金属材料,如果这两个相的电化学性相差很大,则电解抛光时会产生浮雕。[2]赋耘检测的晶间腐蚀控制单元和酸蚀槽工作分开设计,增加控制单元工作寿命!重庆低倍电解腐蚀仪厂家直销

操作者要根据电解抛光的试样材质,认真查阅有关手册中给出的电解液和电解规范进行抛光操作。但由于材质的差异、所给数据的不确定或不完整,得到的抛光效果不一定理想,这时就需要经过实验得出各个参数的至上值,即电压、电流、温度、抛光时间、阴阳极间的距离和阴阳极的表面积比等。[1]操作步骤编辑①测量试样抛光的表面积。②试样的清洗。磨制完的试样要用洗涤剂彻底清洗,清洗之后再用蒸馏水漂洗,也可用超声波清洗。③不锈钢夹子夹住试样,同时用导线将夹子与电源的正极连接。④向电解槽中注入电解液。⑤将已经于电源负极连接好的阴极板放入电解液中。⑥把试样放入电解液中,接通电源,调整电压到所要求的数值,记下时间。⑦如果需要,可调整阴阳极间的距离,调整电流密度。⑧达到所要求抛光时间后,取出试样,切断电源。立即用水对试样进行漂洗,再用酒精漂洗,干燥后就得到了抛光好的试样。重庆低倍电解腐蚀仪厂家直销电解抛光腐蚀仪哪家可以生产呢?

为什么抛光零件凹入部位和零件与挂具接触点接触附近有银白色斑点?原因分析:可能是零件的凹入部位被零件本身或挂具屏蔽了。解决方法:适当改变零件位置,使凹入部位能得到电力线或缩小电极之间距离或提高电流密度。11.已严格按照工艺规范操作,为什么抛光后零件表面有或多或少的过腐蚀现象?原因分析:是否溶液温度过高或电流密度太大,如果溶液配制没有问题,又严格操作,则可能是抛光前的处理问题。解决方法:严格执行电化学抛光前处理的操作,在酸洗过程中避免过腐蚀。不要把清洗水留在零件表面,带进抛光槽。12.“不锈钢通用电解液”为什么使用一段时间会出现泡沫?原因分析:硫酸较多,抛光速度过快,对金属基体可加快腐蚀,磷酸较多,可在工件表面吸附一种黏膜,亮度下降,抛光速度变慢。当然也不排除其他因素。解决方法:调整硫酸磷酸合适比例。也可以选择“各种无铬电解添加剂”配方。
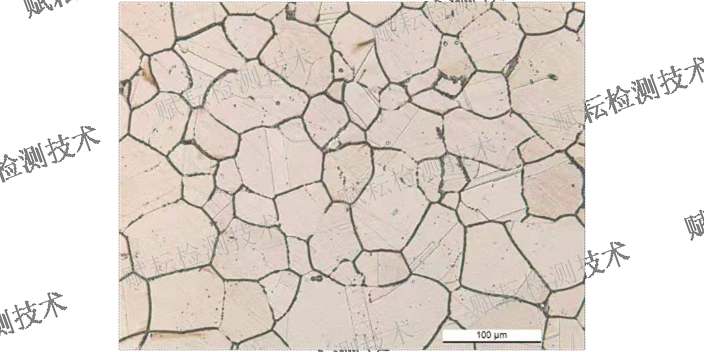
试样不能进行弯曲评定或弯曲的裂纹难以判定时,则采用金相法来确定是否是晶间腐蚀造成的裂纹。此时金相磨片应取自试样的非弯曲部位(焊接接头和焊管除外),经浸蚀后(不得过腐蚀),在显微镜下观察(150~500倍),允许的晶间腐蚀深度由供需双方协商确定。8、报告在晶间腐蚀试验和弯曲试验结束后,试验员及时签发报告,报告中说明试验方法与评定结论。附件:试样提取尺寸与试样尺寸:――摘自GB/T4334.51-弃去;2-焊接试样;3-焊板;4-弃去图5单焊缝取样1-焊接试样;2-焊接试样;3-焊板赋耘检测技术(上海)有限公司生产电解抛光腐蚀仪不锈钢腐电压电流时间腐蚀液都是哪些?
一种高温合金的电解抛光腐蚀剂及其使用方法与流程航空发动机涡轮叶片长期处于高温高压燃气和复杂应力条件下服役。当发动机燃油燃烧不充分引起火焰后移、叶片冷却孔堵塞以及负载突增等状况发生时,将导致叶片的超温服役。根据超温温度的不同,可分为过热和过烧两大类。超温的时间通常**几秒钟到几分钟,却导致叶片材料迅速产生组织损伤和力学性能退化,甚至造成机毁人亡的后果,因此,有必要对叶片材料经短时超温服役后的显微组织损伤进行深入研究。航空发动机涡轮叶片材料通常为镍基高温合金,制备金相试样是进行涡轮叶片显微组织分析的重要前提。金相试样的磨制和腐蚀质量的好坏直接影响显微组织分析结果的准确性和可靠性。然而在研究超温组织损伤的过程中发现,由于材料经过超温过热或过烧,合金中的强化相已经融入基体,造成合金硬度***下降,从而导致手动抛光过程中划痕难以去除。此外,由于晶界损伤,晶界的钉扎作用下降,在抛光过程中经常发生碳化物拖尾甚至脱落现象,而**留下孔洞,造成无法对晶界碳化物进行分析研究。 赋耘检测技术(上海)有限公司电解抛光腐蚀仪怎么使用呢?重庆低倍电解腐蚀仪厂家直销
赋耘检测技术(上海)有限公司晶间腐蚀不锈钢的E法腐蚀时间,时长?重庆低倍电解腐蚀仪厂家直销
电解时为什么容易出现打火现象?原因分析:导致这一现象有三点因素:一是挂具与工件接触点不牢固,二是电解液密度太低,三是电流密度过高。解决方法:多换几种挂具与工件连接方法,尽量多增加挂具与工件的接触点。如是电解液密度太低,可更换电解液,建议选用“不锈钢通用电解液”。21.不锈钢电解液操作温度对电解抛光有什么影响?比较好温度是多少?原因分析:一般电解液使用温度为50—90℃之间,温度较低,抛光速度较慢,光亮度下降。温度过高,液体对工件腐蚀加快,容易引起工件过腐蚀,电解液有效成分容易分解。解决方法:温度较低应加热到规定温度,加热可使用各种加热管(如石英,钛材质加热管),长时间工作温度会上升,当温度超过90℃时应停止工作,散热可选用搅拌或冷却循环方式。比较好使用温度是50—90℃,“不锈钢通用电解液”的比较好使用温度为50—80℃。22.不锈钢工件表面凹凸不平,麻点呈凸状,什么原因引起的?原因分析:表面锈蚀较多,电解液只是微观腐蚀整平,较多的锈蚀电解液不能完全***,如延长抛光时间,大量铁离子沉入电解液底部,降低电解液使用寿命。解决方法:将工件表面的锈蚀***干净。推荐使用“不锈钢活化液”,“除锈水”。重庆低倍电解腐蚀仪厂家直销
赋耘检测技术(上海)有限公司成立于2018-06-12,同时启动了以赋耘,古莎,标乐,法国LAMPlAM为主的金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机产业布局。业务涵盖了金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机等诸多领域,尤其金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机中具有强劲优势,完成了一大批具特色和时代特征的五金、工具项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们强化内部资源整合与业务协同,致力于金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机等实现一体化,建立了成熟的金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机运营及风险管理体系,累积了丰富的五金、工具行业管理经验,拥有一大批专业人才。公司坐落于海湾旅游区奉炮公路141弄49号1幢635,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。

其中,电流密度大于第二电流密度。推荐地,步骤1中,不同规格的水磨砂纸包含150#、300#、600#、1000#及1500#中的任意两种以上。推荐地,步骤2中,电流密度为,电解抛光时间20~30s。推荐地,步骤3中,洗净步骤包含:先用水冲洗,并在冲洗过程中,用带水的脱脂棉擦去样品表面的腐蚀残留薄膜,再用无水乙醇冲洗干净,吹干。推荐地,步骤4中,第二电流密度为/cm2,电解腐蚀时间2~8s。推荐地,步骤5中,洗净步骤为先用水冲洗,再采用无水乙醇冲洗,吹干。本发明中的电解抛光腐蚀剂中,磷酸是电解抛光腐蚀液中的主要成分,磷酸和磷酸盐的黏滞性都比较大,通电后有利于微观凸起处金属的优先溶解,对金属的腐蚀...
- 河北低倍腐蚀仪定制尺寸 2025-06-28
- 河北不锈钢腐蚀仪什么价格 2025-06-28
- 河北腐蚀仪检测什么材料用 2025-06-28
- 北京晶粒度腐蚀仪厂家直销 2025-06-27
- 内蒙古晶间腐蚀仪OEM厂家 2025-06-27
- 湖南腐蚀仪什么品牌性价比高 2025-06-27
- 低倍腐蚀仪什么品牌性价比高 2025-06-27
- 黑龙江腐蚀仪OEM厂家 2025-06-27
- 江苏不锈钢腐蚀仪什么价格 2025-06-26
- 广东不锈钢腐蚀仪厂家直销 2025-06-26




- 辽宁低倍电解腐蚀仪什么品牌性价比高 2025-06-19
- 广东热酸蚀腐蚀仪对人体伤害有吗 2025-06-19
- 黑龙江晶粒度腐蚀仪代理加盟 2025-06-18
- 北京晶粒度腐蚀仪什么品牌性价比高 2025-06-18
- 广东低倍电解腐蚀仪怎么使用 2025-06-18
- 铝合金腐蚀仪配合通风系统 2025-06-18



- 湖北里氏硬度计怎么选择 07-04
- 上海表面洛氏硬度计 07-04
- 江西维氏硬度计适合什么材料 07-04
- 河北小负荷布氏硬度计操作说明 07-04
- 山西触摸屏金相磨抛机代理加盟 07-04
- 江苏触摸屏金相磨抛机什么品牌性价比高 07-04
- 江西数显布氏硬度计厂家直销 07-04
- 四川锻造高镍铬轴承合金晶间腐蚀测量系统 07-03
- 黑龙江维氏硬度计适合什么材料 07-03
- 山西镍合金晶间腐蚀国标 07-03