稻盛食品酱料包车间建立了完善的质量控制体系,该体系涵盖了从原材料采购到产品销售的全过程,以确保产品质量符合高标准。在体系构成方面,酱料包车间严格遵循 ISO 9001 质量管理体系标准和 ISO 22000 食品安全管理体系标准。ISO 9001 标准强调通过对生产过程的控制和持续改进,提高酱料包产品质量和客户满意度。例如,在酱料包生产过程中,对每一个生产环节都制定了详细的操作规范和质量标准,员工必须严格按照标准进行操作,确保酱料包生产过程的稳定性和一致性。ISO 22000 标准则专注于食品安全管理,从源头控制食品安全风险。车间依据该标准,对原材料供应商进行严格筛选和审核,确保酱料包原材料的安全性和质量。酱料包在烹饪和饮食中起着增添风味、丰富口感等重要作用。金酸汤酱料包厂家
在当今食品行业蓬勃发展的大背景下,酱料包作为一类重要的食品调味料,市场需求持续增长。随着消费者生活水平的提升以及消费观念的转变,对酱料包产品的品质、口味、安全性等方面提出了更高要求。据市场研究机构的数据显示,近年来全球酱料包市场规模呈现稳步上升趋势,预计在未来几年仍将保持良好的增长态势。这一市场环境为酱料包生产企业带来了广阔的发展机遇,同时也使其面临着更为激烈的竞争挑战。江苏稻盛食品有限公司在这样的行业环境中崭露头角,凭借其在食品调味料领域的深耕细作,逐渐在市场中占据了一席之地。万州烤鱼酱料包工厂酱料包在很大程度上影响着菜品的口味和品质,进而影响顾客的购买意愿和忠诚度。

酱料包的使用可以提升菜品的风味与口感,酱料包的优势之一就是能够极大地丰富和提升食物的风味与口感。我们通过对各种香料、调味料和食材的巧妙搭配与加工,研发出了多种多样的酱料包。比如,在制作海鲜料理时,加入我们研发的特制海鲜酱,浓郁的酱香与海鲜的鲜美相互交融,不仅能掩盖海鲜可能存在的腥味,还能赋予其更丰富醇厚的味道。再如,甜面酱与烤鸭的搭配,甜咸交织的口感让烤鸭的风味层次更加丰富,成为经典的美食组合。满足个性化需求:不同消费者有着不同的口味偏好,酱料包为满足这种个性化需求提供了可能。
酱料包生产的一般工艺,原料采购与处理。酱料包原材料采购:严格挑选的原材料,如豆类、肉类、辣椒、香料等,确保原材料的品质和安全性,符合相关标准和要求。预处理:对原材料进行清洗、筛选、去皮、切碎等处理,以便后续加工。例如,将豆类浸泡、蒸煮,肉类切成合适的小块,辣椒切碎等。配方制定:根据不同酱料包的口味和品质要求,确定各种原材料的配比和添加量,精确称量各种配料。混合搅拌:将处理好的原材料和配料投入到搅拌设备中,进行充分搅拌混合,使各种成分均匀分布,形成初步的酱料包坯料。酱料包腌制肉类,可以在一定程度上抑制细菌生长,使肉类保存时间更长,减少食材浪费。

酱料包生产销售中建立完善的渠道管理体系,加强与经销商、零售商的沟通与合作,及时了解酱料包市场动态和产品销售情况。优化物流配送和售后服务,提高渠道运营效率和客户满意度。优化酱料包成本控制:通过与供应商建立长期稳定合作关系、集中采购等方式,降低原材料采购成本。优化生产流程,提高生产效率,降低生产成本。合理控制营销费用、管理费用等,提高企业运营效益。强化供应链管理:建立完善的供应链体系,加强对原材料种植、养殖环节的把控,确保原材料供应的稳定性和质量。优化库存管理,采用先进的库存管理系统,减少库存积压和资金占用。酱料包规模化生产可使单位产品的成本降低,在市场竞争中具有价格优势。万州烤鱼酱料包工厂
酱料包的使用实现了菜品一勺化制作。金酸汤酱料包厂家
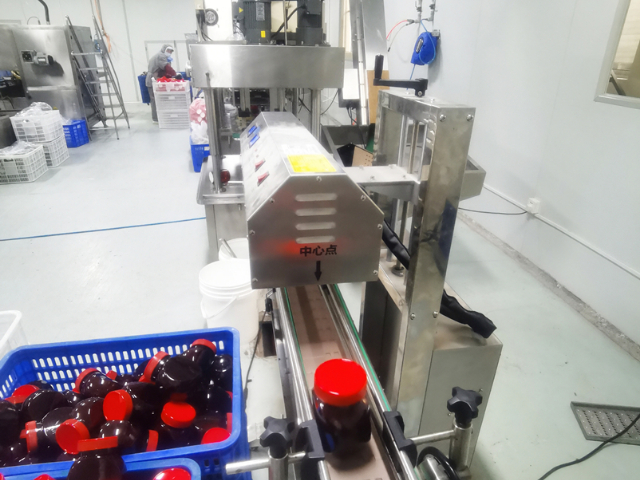
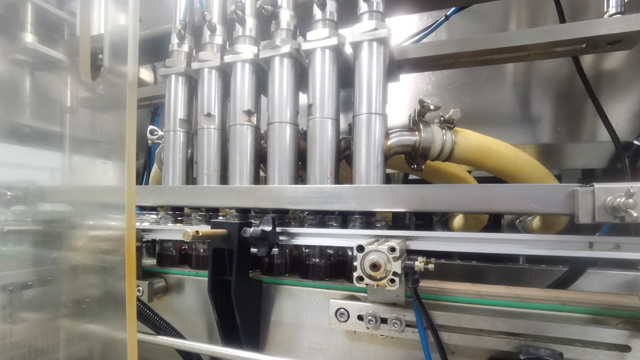
稻盛食品酱料包车间占地面积达20000平方米,宽阔的空间为各类酱料包生产设备的合理安置以及生产流程的顺畅运行提供了充足条件。在设备配置方面,车间内配备了多台先进的生产设备,以满足不同生产环节的需求。拥有 500kg 和 2 吨的自动炒锅各10 台,这些自动炒锅具备高效的搅拌和加热功能,能够控制炒制温度和时间,确保酱料包在炒制过程中受热均匀,从而保证产品的口感和品质一致性 。全自动罐装设备和全自动酱料包瓶装生产线各3 条,实现了酱料包从罐装到瓶装的自动化生产,提高了生产效率,同时也减少了人工操作可能带来的污染,保障了产品的卫生安全。金酸汤酱料包厂家