随着高精度导轨技术、高精密加工技术、高精密光栅技术和智能化软件等关键技术的成熟应用,出现了一种创新性的螺纹参数检测技术一接触式二维轮廓扫描技术,即利用高精度的螺纹综合测量机(简称螺纹机)进行螺纹检测。该技术颠覆了传统的螺纹检测方法,突破性地解决了螺纹综合参数检测的问题,真实地综合反映螺纹参数的各项性能指标。本文介绍螺纹综合测量机扫描检测圆柱螺纹的原理和特点,分析检测方法中的误差影响要素,并进行不确定分析。该产品的研发团队拥有丰富的经验和专业知识,能够根据客户的需求提供定制化的解决方案,满足不同客户需求。宁波螺纹扫描测量仪定制厂家

测针更换精确方便(二):创新测针安装结构,针座采用竖直平面定位,该平面即为螺纹测量截面,基本完全消除测针重复安装带来的误差,重复性好,确保高精度测量。5、组合夹具(三):二合一或三合一集成夹具,常用夹具由4个精简为2个,省去垫片、垫块,既可以安装检测螺纹环规,也可以安装检测螺纹塞规,减少了不同夹具的拆装和标定,操作更便利,提高工作效率,降低仪器误操作风险。6、测量力系统:在两个方向上的计算机自动控制。测量力范围:(0.07±0.01)N,可减少测针磨损,提高测针的使用寿命,并且保护量规。宁波螺纹扫描测量仪定制厂家我们的售后服务团队会定期与客户进行沟通,了解他们的需求和反馈,以持续改进产品和服务。

螺纹综合测量机的应用背景:在产品的测绘过程中,往往不能在同一坐标系将产品的几何数据一次测出。其原因一是产品尺寸超出测量机的行程,二是测量探头不能触及产品的反面,三是在工件拆下后发现数据缺失,需要补测。这时就需要在不同的定位状态(即不同的坐标系)下测量产品的各个部分,称为产品的重定位测量。而在造型时则应将这些不同坐标系下的重定位数据变换到同一坐标系中,这个过程称为重定位数据的整合。对于复杂或较大的模型,测量过程中常需要多次定位测量,测量数据就必须依据一定的转换路径进行多次重定位整合,把各次定位中测得的数据转换成一个公共定位基准下的测量数据。
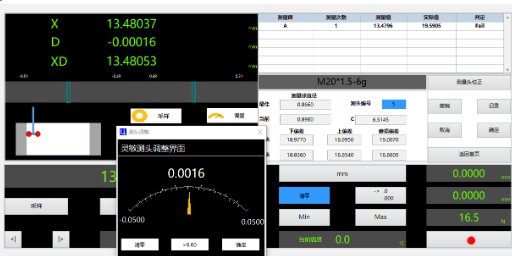
(1)全自动检测圆柱螺纹塞规、圆柱螺纹环规、锥螺纹塞规、锥螺纹环规、光面环规、光面塞规等各种内、外尺寸量规的综合参数,如作用中径、单一中径、大径、小径、螺距、牙型半角、牙侧直线度、螺纹升角、锥度等参数;(2)检测各种类国标(GB)、ISO()、BS(英制)、ANSI(美标)、DIN(德标)、JIS(日标)量规。***、*的螺纹标准数据库,满足国内客户需求。(3)可检测单头、多头螺纹的综合参数;(4)满足多种螺纹规程、标准,根据规程、标准自动进行检测结果判定;(5)一次测量即可自动记录和显示任意位置螺纹数据及各种螺纹参数,自动生成被检定螺纹的曲线图、相关参数数据和分析图表;螺纹扫描仪是一款高精度、高效率的测量设备。

通过分析现有的数据处理方法,结合螺纹测量机螺纹截面廓型测量数据特征,提出了基于窗口数据均值偏差的自适应平滑算法去除噪声干扰,再根据平滑后数据的线性分布规律确定局部拟合窗口宽度,并利用二乘法对窗口数据局部拟合、求取螺纹特征点参数。将算法编入单片机中进行联机调试,通过调试结果与实际计算结果的对比分析,验证了算法程序的正确性,确定了系统的测量精度。通过在机测量螺纹轴截面廓型,实现螺纹的自动化加工和修复过程,提高螺纹修复加工效率、降低工人劳动强度,使数控螺纹修复车床能够承担更多的螺纹加工和修复任务。适用于机械制造、汽车制造、航空航天等行业。宁波螺纹扫描测量仪定制厂家
我们的售后服务团队具备丰富的行业知识和经验,能够为客户提供专业的技术咨询和建议。宁波螺纹扫描测量仪定制厂家
螺纹综合测量机的应用背景:螺纹综合测量机的导轨是测量机的基准,只有保养好气浮块和导轨才能保证测量机的正常工作。三坐标测量仪导轨的保养除了要经常用酒精和脱脂棉擦拭外,还要注意不要直接在导轨上放置零件和工具。尤其是花岗石导轨,因其质地比较脆,任何小的磕碰会造成碰伤,如果未及时发现,碎渣就会伤害气浮块和导轨。要养成良好的工作习惯,用布或胶皮垫在下面,保证导轨安全。螺纹综合测量机的应用背景:要养成良好的工作习惯,用布或胶皮垫在下面,保证导轨安全。宁波螺纹扫描测量仪定制厂家