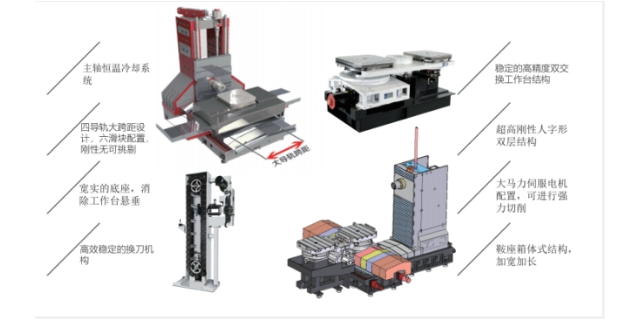
精密卧式加工中心的床身、立柱、工作台等主要部件均采用强度高的铸铁材料,经过严格的热处理和时效处理,具有良好的刚性和稳定性。此外,机床的主轴箱、刀库等部件也采用高刚性设计,确保在高速切削过程中不会产生振动和变形。这种高刚性的设计使得精密卧式加工中心能够承受较大的切削力,实现高速、高精度的切削加工。精密...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
镗削是卧式加工中心用于加工圆柱形内孔的一种切削方式。镗削可以分为粗镗、半精镗和精镗等。粗镗:粗镗是指在工件上加工出初步的内孔的过程。粗镗的优点是加工速度快,适用于大量生产的场合。但是,粗镗时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。半精镗:半精镗是指在粗镗的基础上进行进一步加工,以提高内孔的精度和表面质量的过程。半精镗的优点是可以提高内孔的精度和表面质量。但是,半精镗时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。精镗:精镗是指在半精镗的基础上进行进一步加工,以提高内孔的精度和表面质量的过程。精镗的优点是可以提高内孔的精度和表面质量。但是,精镗时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。卧式加工中心采用高效的电机和主轴,实现高速切削,降低能耗。贵州组合加工中心
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。福建多工位卧式加工中心在卧式加工中心中,串行通信主要用于连接各个部件之间的数据传输。
精密卧式加工中心采用模块化设计,可以根据用户的不同需求进行定制。用户可以根据实际生产需要选择不同的主轴、刀库、工作台等部件,实现对机床的个性化定制。此外,精密卧式加工中心还具有丰富的加工工艺功能,可以满足航空、航天、汽车、模具等不同领域的加工需求。这些良好的工艺适应性使得精密卧式加工中心能够满足各种复杂零件的加工需求,提高生产效率。精密卧式加工中心采用高效的节能设计,如低能耗的伺服电机、高效的冷却系统等。这些节能设计不仅降低了机床的能耗,减少了生产成本,还有利于环境保护。此外,精密卧式加工中心的高速切削技术还可以减少切削过程中的热量产生,降低切削温度,延长刀具寿命,实现绿色制造。
卧式加工中心的工作原理主要包括以下几个方面——数控编程:首先,根据工件的加工要求,编写数控程序。数控程序是一系列指令,用于控制机床的各个部件实现自动化加工。数控系统处理:数控系统接收到数控程序后,对程序进行处理,生成相应的控制信号。伺服驱动:数控系统将控制信号发送给伺服驱动器,伺服驱动器根据控制信号驱动伺服电机实现主轴、工作台等部件的精确运动。切削加工:主轴箱内的主轴带动刀具旋转,同时工作台带动工件移动,实现刀具与工件的相对运动,完成切削加工。自动换刀:在加工过程中,当需要更换刀具时,数控系统会控制刀库和机械手实现刀具的快速更换。卧式加工中心具有自动换刀功能,可以实现一次装夹完成多种工序的加工,提高了加工效率和精度。

卧式加工中心的加工操作——按下“启动”按钮,启动主轴旋转。按下“快速移动”按钮,使刀具快速接近工件。按下“进给”按钮,使刀具按照加工程序的要求进行切削。在加工过程中,注意观察刀具的切削状态,如有异常应立即停止加工。加工完成后,按下“停止”按钮,停止主轴旋转。卧式加工中心的关机操作——按下“停止”按钮,停止主轴旋转。按下“快速移动”按钮,使刀具离开工件。关闭数控系统电源。关闭机床电源。卧式加工中心关机后的处理工作——清理机床上的切屑和油污。检查刀具的磨损情况,如有需要应及时更换。检查工件的加工质量,如有不合格应进行分析和处理。对机床进行定期保养和维护,确保机床的正常运行。卧式加工中心具有很高的生产效率。湖北卧式加工中心
卧式加工中心在加工过程中,可以实现自动换刀、自动测量、自动补偿等功能,提高了加工效率和加工精度。贵州组合加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。贵州组合加工中心
与卧式加工中心相关的文章
湖南机床卧式加工中心
- 浙江安全卧式加工中心 2025-07-08
- 西藏自动化卧式加工中心 2025-07-08
- 湖南零件卧式加工中心 2025-07-08
- 湖南节能卧式加工中心 2025-07-08
- 南昌专业卧式加工中心 2025-07-08
- 北京四轴卧式加工中心 2025-07-08
- 贵州安全卧式加工中心 2025-07-08
- 石家庄四轴卧式加工中心 2025-07-08
- 海南多功能卧式加工中心 2025-07-08
- 湖北十字卧式加工中心 2025-07-08
- 天津环保卧式加工中心 2025-07-08
- 云南高精度卧式加工中心 2025-07-08
与卧式加工中心相关的产品
与卧式加工中心相关的新闻
-
杭州四轴卧式加工中心 2025-07-07 17:05:23在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,...
-
长沙自动化卧式加工中心 2025-07-07 13:04:44卧式加工中心和立式加工中心结构上的区别——卧式加工中心:卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。这种结构的优点是主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,有利于提高加工精度。同时,卧式加工中心的立柱高度较低,便于操作和观察。但是,卧式加工中心的占地面积较大,对厂房...
-
广州机床卧式加工中心 2025-07-07 13:05:01在卧式加工中心的切削过程中,刀具与工件之间的摩擦会产生大量的热量,导致刀具温度急剧升高。过高的刀具温度会降低刀具材料的硬度,使其失去原有的切削性能,从而影响加工质量和加工效率。此外,高温还会加速刀具的磨损,缩短刀具的使用寿命。因此,对刀具进行有效的冷却是提高卧式加工中心加工效率的关键。卧式加工中心的...
-
吉林高效率卧式加工中心 2025-07-07 22:04:47卧式加工中心的操作注意事项——在操作过程中,应严格遵守安全操作规程,防止发生安全事故。在加工过程中,应注意观察刀具的切削状态,如有异常应立即停止加工。在更换刀具时,应注意刀具的长度和直径是否符合加工要求,避免发生刀具碰撞或损坏的现象。在加工过程中,应注意保持机床的清洁和润滑,避免因润滑不足而发生机床...
与卧式加工中心相关的问题
与卧式加工中心相关的标签
新闻资讯
产品推荐
-
天津环保卧式加工中心
2025-07-08 -
云南高精度卧式加工中心
2025-07-08 -
重庆专业卧式加工中心
2025-07-07 -
山东零件卧式加工中心
2025-07-07 -
河南高效率卧式加工中心
2025-07-07 -
内蒙双工位卧式加工中心
2025-07-07 -

杭州四轴卧式加工中心
2025-07-07 -
长沙自动化卧式加工中心
2025-07-07 -
广州机床卧式加工中心
2025-07-07