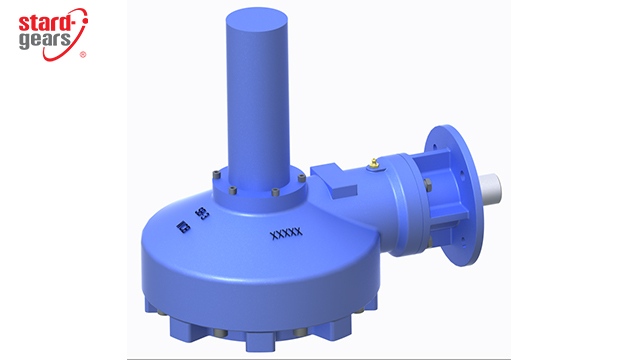
阀门手动装置,其结构组成主要包括以下几个部分:箱体:阀门手动装置的箱体是整个装置的外壳,起到支撑和保护内部齿轮和其他组件的作用。箱体通常由坚固的材料制成,如铸铁或铸钢,以确保足够的强度和刚性。齿轮:齿轮是阀门手动装置中的重要部件,用于传递动力和改变转速。根据阀门手动装置的类型和用途,可能包含不同数量和类型的齿轮,如直齿、斜齿或人字齿等。这些齿轮通过相互啮合来传递扭矩和改变速度。轴承:轴承支撑并固定齿轮和轴,使它们能够平稳地旋转。常见的轴承类型包括滚动轴承和滑动轴承,它们承受齿轮和轴传递的载荷,并减少摩擦和磨损。轴:轴是阀门手动装置中支撑和固定齿轮的部件。根据阀门手动装置的设计,可能包括多个轴,每个轴上安装有一个或多个齿轮。轴通过轴承固定在箱体上,并与阀门手动装置的其他部分相连接。密封件:密封件用于防止阀门手动装置内部的润滑油泄漏和外部杂质进入。它们通常安装在箱体的接口和轴承处,确保阀门手动装置在恶劣的工作环境下仍能保持良好的密封性能。附件:阀门手动装置还可能包括一些附件,如通气器、油标、放油螺塞和端盖等。阀门手动装置设计需考虑负载、速度和工作环境。淮安STARDGEARS阀门手动装置

直齿轮凭借结构简单、成本低的优势,较多用于低扭矩场景(如DN50以下截止阀),但其缺点是噪音较大(可达85dB)。某水处理厂升级项目中,将直手动装置替换为25°螺旋角斜齿轮,噪音降至72dB,传动效率从92%提升至95%。蜗轮蜗杆在高压闸阀中应用普遍,某油田注水阀采用ZC1蜗杆与ZCuSn10P1蜗轮组合,实现1:50传动比与逆向自锁,但效率只68%。创新方案如德国某品牌的环面蜗杆技术,接触面积增加40%,效率提升至82%。近年来,谐波齿轮在精密调节阀中崭露头角,某半导体特气阀采用柔轮+波发生器结构,实现0.01°重复定位精度,但扭矩容量限于500N·m。淮安工业阀门手动装置生产厂家阀门手动装置设计需考虑维护和维修的便利性。

科学的维护策略包括:①每日巡检油位、异响与振动(使用便携式测振仪,频率范围10-1000Hz);②每季度取样润滑油进行铁谱分析;③每年开箱检查齿面点蚀与磨损(按AGMA 1010标准评估)。某火电厂给水泵再循环阀手动装置通过状态监测,将计划维修改为预测性维护,故障率下降75%。关键维护技术:①磁力排油装置彻底清理旧油;②齿轮修复采用激光熔覆(Stellite 6合金涂层);③密封更换采用特制工装保证压缩量。数字化管理系统(如GE Predix平台)可自动生成维护工单,优化备件库存。
API标准制造过程规范制造过程应遵循API标准规定的工艺流程和操作规范,包括零部件的加工、热处理、装配和调试等环节。在加工过程中,应确保零部件的精度和表面质量满足设计要求;在装配过程中,应保证各部件之间的配合间隙和紧固力矩符合标准,以确保阀门手动装置的整体性能。测试方法与标准阀门手动装置应进行多方面的性能测试,包括承载能力测试、效率测试、噪声和振动测试等。测试方法和标准应符合API标准及相关行业标准,确保阀门手动装置的性能指标达到设计要求。同时,应对测试结果进行记录和分析,以便对阀门手动装置进行优化和改进。不锈钢材料具有强度高和不错的抗疲劳性能,这使得阀门手动装置能够承受较大的负载和冲击。
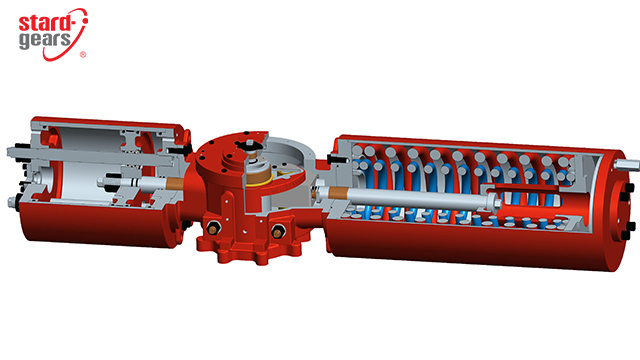
在石油管道主控阀、电站主蒸汽阀等场景中,阀门直径常超过1米,介质压力达数十兆帕,手动操作需数千牛·米的扭矩。手动装置通过多级传动结构将人力转化为机械能:一级行星齿轮组提供基础减速,二级蜗杆进一步放大扭矩,三级锥齿轮改变传动方向以适应立式安装需求。例如,某LNG接收站使用的48英寸球阀手动装置,其三级传动总减速比达1:360,操作者只需25N·m的输入即可输出9000N·m的工作扭矩。此类设备需通过ISO 5210标准认证,确保过载保护、疲劳寿命等指标达标。近年来,部分厂商还开发了液压辅助手动装置,通过手动泵增压驱动齿轮,进一步突破纯机械传动的力矩上限。阀门手动装置可提供多种数据记录和分析功能。成都阀门手动装置制造商
它适用于需要高精度和快速响应的应用。淮安STARDGEARS阀门手动装置
轴线偏差会导致轴承寿命急剧下降:当平行度误差超过0.1mm/m时,圆锥滚子轴承的L10寿命降低60%。某石化厂案例显示,由于电机-手动装置对中度偏差0.3mm,导致蜗杆断裂,停机损失达120万元。规范安装流程包括:①激光对中仪校准(精度±0.02mm);②弹性联轴器补偿残余偏差(容许角向偏差1.5°);③基础螺栓采用液压张力器均匀预紧(误差±5%)。对于长轴系(如船用阀门传动链),还需计算热膨胀补偿量——某LNG运输船手动装置安装时预置0.15mm反向偏移,在-162℃工况下实现完美对中。淮安STARDGEARS阀门手动装置