国标法兰和美标法兰之间存在多个区别,具体包括:遵循的标准不同:国标法兰主要遵循的标准是GB/T9115-2010,而美标法兰以ANSI,执行标准ASME、ASME。压力单位不同:美标法兰的压力单位以磅级表示,如class150、class300等,而国标法兰的压力单位一般为兆帕(MPa),例如、。标准尺寸单位不同:美标法兰的标准尺寸单位是英制,而国标法兰的标准尺寸单位是公制。名称与单位的区别:美标法兰以英寸为单位,如1"、2"、3"等,而国标法兰以DN表示,如DN100、DN200、DN300等。外观差异:美标法兰的颈部高度通常高于国标法兰的颈部,同时美标法兰连接的尺寸和螺栓尺寸也与国标法兰不同。综上所述,国标法兰和美标法兰在标准、压力单位、尺寸单位、名称与单位、外观等方面都存在明显的差异。因此,在选择和使用法兰时需要根据具体的工程要求和管道系统来进行选择,以确保法兰的安全可靠运行。不锈钢法兰厂家上海斌秋。徐州减速机法兰

法兰垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、四氟板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片,蕞常用的是不锈钢带和石墨缠绕而成的金属缠绕垫片,根据使用环境不同,缠绕带也可以用石棉。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,蕞常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。合肥对焊法兰价格上海不锈钢法兰,认准上海斌秋厂家。

不锈钢平焊法兰如何正常安装才不会泄漏。首先检查泄漏区域。由于不锈钢平焊法兰连接之间的间隙很小,通常无法通过该间隙注入密封剂以消除泄漏。封闭的施工方法是从泄漏位置的研究得出的。为了实现有限的堵塞,使用固定夹具方法密封泄漏点以形成密封腔,并注入密封剂以消除泄漏。不锈钢平焊法兰一侧配件是定制的。夹具必须首先达到泄漏点。要点是在阀体的不锈钢法兰和管道连接接头之间建立一个封闭的腔。为了防止由于压力保持而导致阀体与不锈钢法兰之间的泄漏,在卡箍和阀体不锈钢法兰的外边缘重叠的地方设置了一个环形腔。齿接触夹用作限制装置,因为在注射过程中,小直径不锈钢法兰上的夹具很容易移到小直径不锈钢法兰上。密封剂在操作过程中硬化后,检查应力松弛效果,然后执行局部重新注入来关闭注入口。
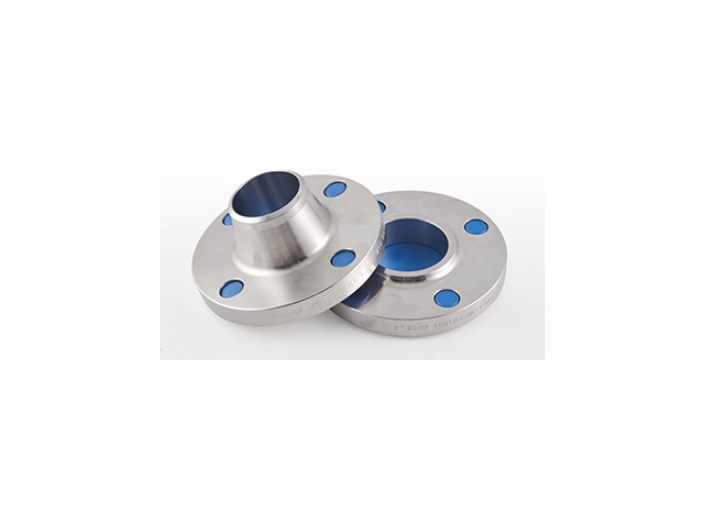
对焊和平焊法兰之间的主要区别在于,它们具有不同的焊缝,不同的材料,不同的公称压力和不同的连接方法。颈法兰和非颈法兰的焊接位置不同,焊缝的形状也不同。不同形式的焊接:平板焊缝不能进行X射线检查,而对接焊缝可以检查。管道的焊缝和带颈平焊法兰的法兰是角焊,而带颈对接焊缝和管道的焊缝是环缝。平面焊接是两个圆角环焊。对接焊是对接焊缝。带颈平焊法兰和不带颈的平焊法兰之间的区别在于,带颈的平焊法兰比不带颈的平焊法兰具有更多的管道焊接位置。不带颈的平焊方法法兰也为平法兰,不带凸台的凸台为平角焊。带颈对接法兰和连接管之间的焊缝属于B类接缝,带颈对接扁平管法兰和连接管之间的焊缝属于C类缝,焊接后的无损检查有所不同。法兰-上海斌秋管件制造-供货商厂家。

使用带颈对焊法兰需要注意什么?带颈对焊法兰管件,在焊条、对焊法兰中具有良好的耐腐蚀性和抗氧化性,普遍应用于化肥、化工、石油和医疗机械制造。带颈对焊法兰管件焊接时,反复加热析出碳化物,导致机械性能下降,耐蚀性降低。带颈对焊法兰管件的可硬化美国标准法兰,焊接后较大,容易产生裂纹。如果采用同类型铬不锈钢焊条(G202、G207)焊接,必须进行300以上的预热和焊后700左右的缓冷处理。如果焊件在焊接后不能进行热处理,应选择带颈焊法兰管件的焊条(A107、A207)。产品的诞生给人类生活带来了许多便利,产品不是一成不变的,而是随着科技的发展不断创新的。因此,为了自己的利益,选择适合自己的产品非常重要。由于不锈钢具有良好的耐腐蚀性,可以使结构构件长久保持工程设计的完整性。含铬不锈钢冲压法兰还结合了机械强度和高延展性,易于制造,以满足建筑师和结构设计师的需求。作为一家信誉良好的品牌,森正管件法兰 在市场上享有很高的声誉。徐州对焊法兰厂家哪家好
上海斌秋为客户提供规格齐全的法兰产品。徐州减速机法兰
平焊法兰生产工艺流程:扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割:分割坯料或切除料头的锻造工序。模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也会相对贵一些。徐州减速机法兰
8字盲板具有明显的标识,使得安装状态一目了然,极大地提高了安装和维护的便利性。美标盲板法兰及其衍生产...
【详情】