- 品牌
- TIMKEN,UNITEC
- 型号
- 齐全
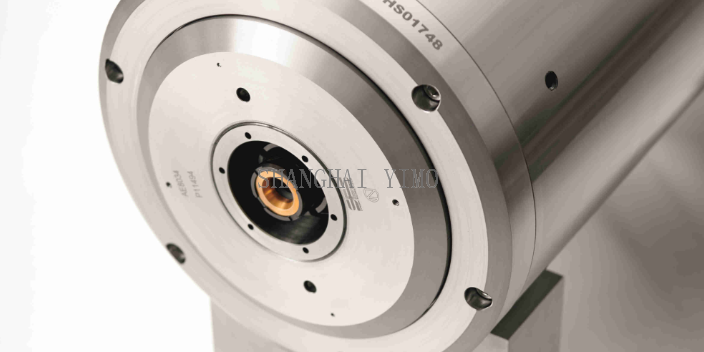
IBC是享誉全球的工业电主轴品牌,以精工品质服务为用户所青睐。IBC电主轴是精密机械设备领域必不可少的重要部件,IBC精工品质,有助于提高机械设备运作效率、延长设备使用寿命;IBC速配服务,快速响应和专业订制,为客户提供完善的工业电主轴解决方案。IBC品牌创立于20世纪,长期专注于研发和制造品质工业电主轴,并致力为全球用户提供配套服务。IBC产品普遍应用于精密机床、数控设备、电机、汽车、工具、电器等领域,高度标准化的品质确保了产品的普遍应用。台州TIMKEN轴承资质。浦东新区机床电主轴改造
圆柱滚子电主轴是滚动体为圆柱滚子的向心滚动电主轴。圆柱滚子电主轴内部结构采用滚子呈平行排列,滚子之间装有间隔保持器或者隔离块,可以防止滚子的倾斜或滚子之间相互摩擦,有效防止了旋转扭矩的增加。圆柱滚子与滚道为线接触电主轴。负荷能力大,主要承受径向负荷。滚动体与套圈挡边摩擦小,适于高速旋转。根据套圈有无挡边,可以分有NU、NJ、NUP、N、NF等单列圆柱滚子电主轴,及NNU、NN等双列圆柱滚子电主轴。内圈或外圈无挡边的圆柱滚子电主轴,其内圈和外圈可以向轴向作相对移动,所以可以作为自由端电主轴使用。在内圈和外圈的某一侧有双挡边,另一侧的套圈有单个挡边的圆柱滚子电主轴,可以承受一定程度的一个方向轴向负荷。圆柱滚子电主轴的滚子与滚道为线接触或修下线接触,径向承载能力大,适用于承受重负荷与冲击负荷;摩擦系数小,适合高速,极限转速接近深沟球电主轴;N型及NU型可轴向移动,能适应因热膨胀或安装误差引起的轴与外壳相对位置的变化,可作自由端支承使用;对轴或座孔的加工要求较高,电主轴安装后外圈轴线相对偏斜要严加控制,以免造成接触应力集中;内圈或外圈可分离,便于安装和拆卸。宁波高速电主轴采购轴承,就选上海沃安精密轴承有限公司,有需求可以来电咨询!

推力球电主轴采用高速运转时可承受推力载荷的设计,由带有球滚动的滚道沟的垫圈状套圈构成。由于套圈为座垫形,因此,推力球电主轴被分为平底座垫型和调心球面座垫型两种类型。另外,这种电主轴可承受轴向载荷,但不能承受径向载荷。推力球电主轴是一种分离型电主轴,轴圈“座圈可以和保持架”钢球的组件分离。轴圈是与轴相配合的套圈,坐圈是与电主轴座孔相配合的套圈,和轴之间有间隙。推力球电主轴只能承受轴向负荷,单向推力球电主轴只能承受一个方向的轴向负荷,双向推力球电主轴可以承受两个方向的轴向负荷。推力球承受不能限制轴的径向位移,极限转速很低。单向推力球电主轴可以限制轴和壳体的一个方向的轴向位移,双向电主轴可以限制两个方向的轴向位移。
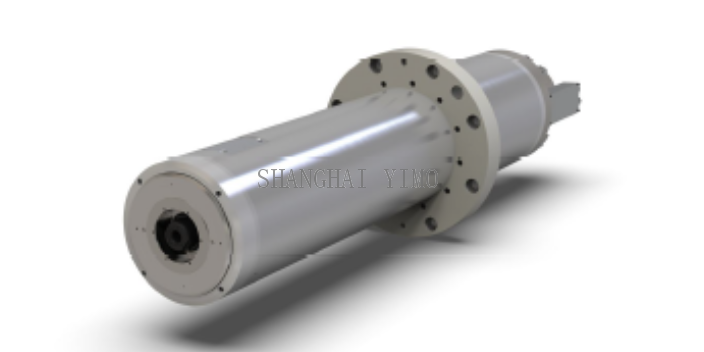
UNITEC电主轴主要型号:RTB120、RTB120G、RTB180、RTB180G、RTB260、RTB395、RTB460、SRB2052、SRB2557、SRB3062、SRB3080、SRB3570、SRB4075、SRB4090、SRB4580、SRB45105、SRB5090、SRB50110、SRB55115、SRB60120、SRB70130、SRB75155、SRB45105L、SRB5090L、SRB60120L、SRB3080F、SRB3590F、SRB40100F、SRB40115F、SRB45105F、SRB45130F、SRB50115F、SRB50140F、SRB55145F、SRB60150F、SRB65155F、SRB75185F、SRB90210F、SRB3080FL、SRB3590FL、SRB40100FL、SRB40115FL、SRB50115FL、SRB50140FL、SRB55145FL、SRB60150FL轴承是当代机械设备中一种重要零部件。

滑动电主轴的制造材料1)金属材料,如电主轴合金、青铜、铝基合金、锌基合金等电主轴合金:电主轴合金又称白合金,主要是锡、铅、锑或其它金属的合金,由于其耐磨型好、塑性高、跑合性能好、导热性好和抗胶和性好及与油的吸附性好,故适用于重载、高速情况下,电主轴合金的强度较小,价格较贵,使用时必须浇铸在青铜、钢带或铸铁的轴瓦上,形成较薄的涂层。2)多孔质金属材料(粉末冶金材料)多孔质金属材料:多孔质金属是一种粉末材料,它具有多孔组织,若将其浸在润滑油中,使微孔中充满润滑油,变成了含油电主轴,具有自润滑性能。多孔质金属材料的韧性小,只适应于平稳的无冲击载荷及中、小速度情况下。3)非金属材料电主轴塑料:常用的电主轴塑料有酚醛塑料、尼龙、聚四氟乙烯等,塑料电主轴有较大的抗压强度和耐磨性,可用油和水润滑,也有自润滑性能,但导热性差。北京圆锥滚子轴承经销商。南京水冷电主轴技术服务
无锡英制圆锥滚子轴承报告。浦东新区机床电主轴改造
1.钢球的加工过程,钢球的加工同样依原材料的状态不同而有所不同,其中挫削或光球前的工序,可分为下述三种,热处理前的工序,又可分为下述二种,整个加工过程为:棒料或线材冷冲----挫削、粗磨、软磨或光球----热处理----硬磨----精磨----精研或研磨----终检分组----防锈。2.滚子的加工过程滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为:棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈。3.保持架的加工过程保持架的加工过程依设计结构及原材料的不同,可分为下述两类:(1)板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈(2)实体保持架的加工过程:实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为:棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈。浦东新区机床电主轴改造

- 金山区大功率电主轴维护 2025-06-22
- 上海水冷电主轴厂家 2025-06-22
- 黄浦区车削电主轴售后服务 2025-06-22
- 宁波定制化电主轴技术销售 2025-06-22
- 虹口区高速电主轴维护 2025-06-22
- 洛阳高速电主轴经销商 2025-06-22
- 温州车削电主轴经销商 2025-06-22
- 静安区电主轴报告 2025-06-21