- 品牌
- 瑞谷
- 型号
- 齐全
一般而言,凡是在工业生产过程中,使任何加工程序能加速、方便或安全的辅助装置工具,均可称为夹具(Fixture)。广义的夹具可包括机器夹具(Machine Fixture),冲压夹具(press Fixture),热处理夹具(Heat Treatment Fixture),焊接夹具(Welding Fixture),装配夹具(Assembling Fixture)等等。狭义的夹具,一般即指机器夹具,可简称为夹具,它主要用於机器加工,也是机器与工件、刀具之间的桥梁,目前较统称的定义为“用以装夹工件的装置工具“为夹具。装配夹具:用于在装配过程中帮助对齐和固定各个部件。宜兴国内工装夹具销售厂
工装 [1]设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。梁溪区安装工装夹具维保轻质的新材料可以减轻工装夹具的重量,提高其便携性和灵活性;

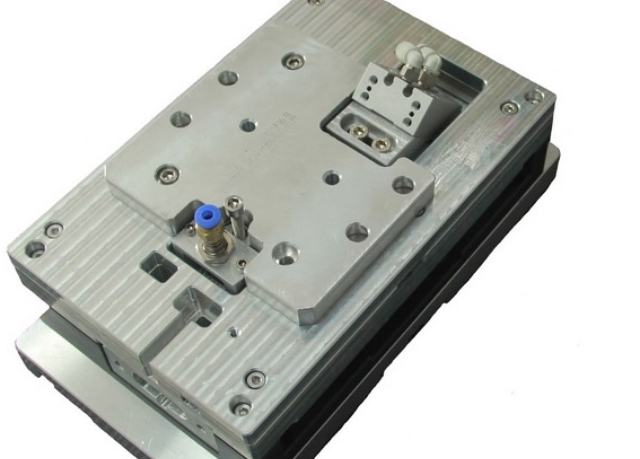
**夹具**夹具是指专为某一工件的某道工序而专门设计的夹具。其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。当产品变更时,夹具将由于无法再使用而报废。只适用于产品固定且批量较大的生产中。3)通用可调夹具和成组夹具其特点是夹具的部分元件可以更换,部分装置可以调整,以适应不同零件的加工。用于相似零件的成组加工所用的夹具,称为成组夹具。通用可调夹具与成组夹具相比,加工对象不很明确,适用范围更广一些。
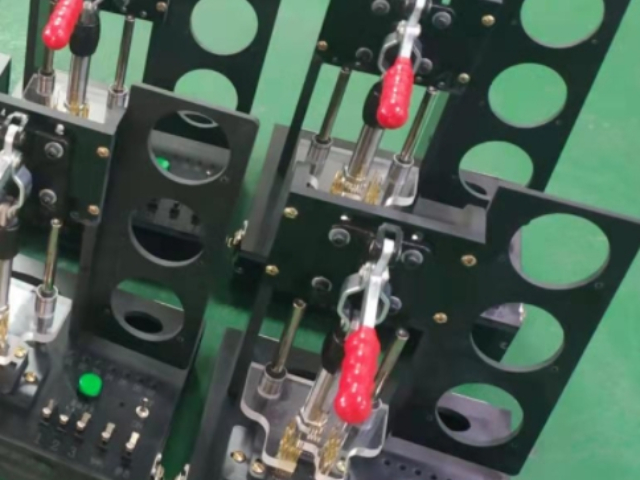
(1)使用前对限位尺寸检查是否还保持正确位置;(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;(3)使用后需要涂防锈油。 [2]大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。工装,即工艺装备:指制造过程中所用的各种工具的总称。
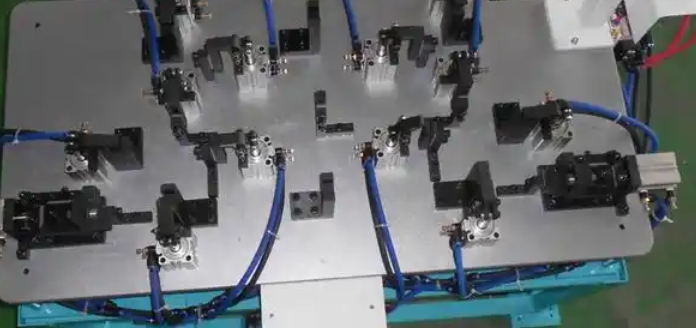
(4)柔性化 机床夹具的柔性化与机床的柔性化相似,它是指机床夹具通过调整、组合等方式,以适应工艺可变因素的能力。工艺的可变因素主要有:工序特征、生产批量、工件的形状和尺寸等。具有柔性化特征的新型夹具种类主要有:组合夹具、通用可调夹具、成组夹具、模块化夹具、数控夹具等。为适应现代机械工业多品种、中小批量生产的需要,扩大夹具的柔性化程度,改变**夹具的不可拆结构为可拆结构,发展可调夹具结构,将是当前夹具发展的主要方向。 [3]它们在工业生产中起着至关重要的作用,能够提高生产效率、保证加工精度和一致性。徐州本地工装夹具销售厂
随着科技的不断发展,工装夹具将会朝着更加智能化、自动化的方向发展,为制造业的发展注入新的活力。宜兴国内工装夹具销售厂
焊接夹具:专门用于焊接工艺中,帮助定位和固定焊接件,确保焊接质量。检具:用于检测工件的尺寸、形状和位置等,确保产品符合设计要求。多功能夹具:集多种功能于一体,适用于多种工艺,具有较高的灵活性。三、工装夹具的设计原则设计工装夹具时,需要遵循以下原则:简化操作:夹具的设计应尽量简化操作流程,降低工人的劳动强度,提高工作效率。提高精度:夹具应能有效保证工件的定位精度,减少加工误差。适应性强:夹具应具备一定的通用性,以适应不同工件的加工需求。宜兴国内工装夹具销售厂
无锡瑞谷量仪科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同瑞谷供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 南京本地工装夹具维保 2025-07-10
- 江阴销售工装夹具售价 2025-07-09
- 常州比较好的工装夹具售价 2025-07-09
- 梁溪区哪里有工装夹具保养 2025-07-09
- 江阴国内工装夹具销售厂 2025-07-09
- 苏州直销工装夹具工厂直销 2025-07-09
- 常州安装工装夹具厂家电话 2025-07-08
- 苏州购买工装夹具售价 2025-07-08
- 南京哪里有工装夹具工厂直销 2025-07-08
- 滨湖区直销工装夹具工厂直销 2025-07-08
- 宜兴直销工装夹具直销价 2025-07-08
- 宜兴国内工装夹具维保 2025-07-08