- 品牌
- 汉牌智能
- 型号
- 齐全
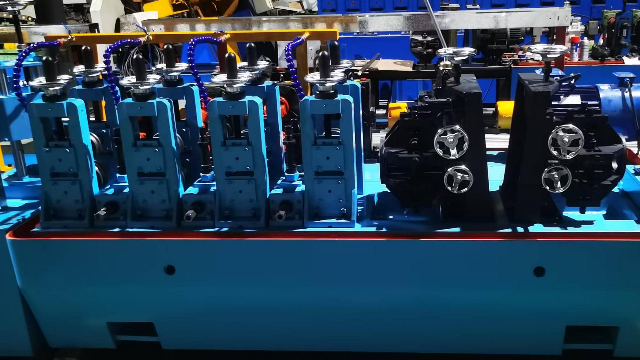
定径装置在焊管机生产线中承担着确保管材尺寸精度的关键使命。在焊接完成后,由于焊接过程中的热影响以及管材在成型过程中所积累的应力作用,管材的外径和壁厚往往会出现一定程度的偏差。定径装置正是通过对管材施加适当的压力,对其尺寸进行精确调整,使管材的外径和壁厚严格符合标准要求。定径装置通常由多组定径辊组成,这些定径辊的形状和尺寸根据目标管材的规格进行精心设计。在定径过程中,管材平稳地通过定径辊之间的间隙,定径辊对管材外壁施加均匀的压力,使其尺寸逐渐恢复到标准值。为了实现高精度的定径效果,定径装置的定径辊采用了高精度的加工工艺和材料制造。高精度的定径辊不仅能够保证自身的尺寸精度,还具备良好的表面质量,从而确保在对管材进行定径时,不会对管材表面造成损伤。同时,一些先进的定径装置还配备了自动化检测和调整系统。该系统能够实时监测管材的尺寸变化,并依据检测结果自动调整定径辊的位置和压力,确保管材尺寸的一致性和稳定性。此外,定径装置的结构设计还充分考虑了管材的通过性和生产效率,以满足大规模生产的需求,为生产出符合尺寸精度标准的焊管提供了有力保障。焊管机的焊接电源效率可达 90% 以上,降低能耗成本。浙江食品机械输送管焊管机

焊管机的操作要点安全防护:操作焊管机时,安全防护至关重要。首先,操作人员必须经过专业培训,熟悉设备的操作规程和安全注意事项。在设备运行前,要检查各防护装置是否完好,如电气设备的接地保护、传动部件的防护罩等。在生产过程中,严禁将手或身体其他部位靠近运转的部件,如开卷机的卷筒、成型机的轧辊等,以防发生卷入事故。焊接区域会产生强光、高温和有害气体,操作人员应佩戴防护眼镜、手套和口罩等防护用品。此外,设备周围应保持整洁,避免杂物堆积,防止绊倒操作人员或引发其他安全事故。定期对设备进行安全检查和维护,及时发现并排除潜在的安全隐患,确保焊管机的安全运行。山东镀锌管焊管机加工厂焊管机的焊接速度可达每分钟 15 米,能快速地提升生产效率。

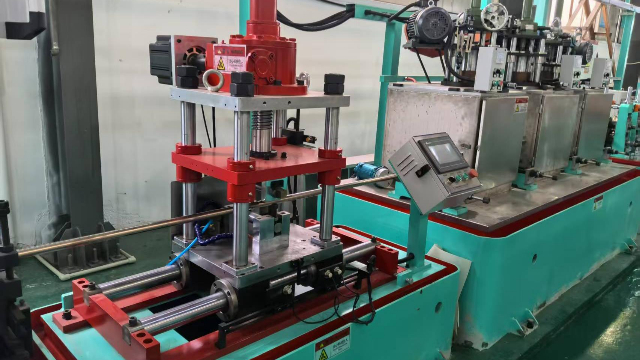
随着科技发展,焊管机自动化程度不断攀升。如今,操作人员只需在先进控制系统中输入管材规格、材质、生产数量等参数,设备便能自动完成从放卷到切割的复杂生产过程。放卷时,自动化装置依板材特性自动调整张力,确保平稳展开;矫平工序中,传感器实时监测板材平整度,自动调整矫平辊压力、间距;成型与焊接高度自动化,数控系统控制轧辊运动与焊接参数;定径与飞锯切割也由自动化系统把控。这种高度自动化模式减少人工干预、降低劳动强度,提高生产效率与质量稳定性,便于企业生产管理与质量追溯,通过控制系统记录生产数据,为优化工艺、改进产品提供依据,推动焊管机向更智能、高效方向发展。
焊管机作为金属管材制造领域的设备,其工作原理融合了金属塑性变形与焊接工艺的精妙之处。在生产起始阶段,成卷的金属板材由放卷装置平稳展开,这一过程需准确控制张力,防止板材出现褶皱或断裂,为后续工序提供连续且平整的原料。紧接着,板材进入矫平机,借助多组轧辊的协同运作,消除运输与储存过程中产生的变形,使其达到理想的平整度,为成型工序筑牢基础。随后,在成型机中,通过精心设计的多组轧辊,依据特定的模具形状,逐步将板材弯曲成所需的管形,这一过程对轧辊精度与模具设计要求极高,直接决定了管材的尺寸精度与形状质量。然后,焊接系统发挥关键作用,常见的电阻焊利用电流通过焊件产生的电阻热,瞬间将焊件局部加热至塑性或熔化状态,实现牢固焊接;氩弧焊则以氩气为保护气体,借助电弧热量熔化焊丝与母材,形成高质量焊缝。整个流程紧密衔接,依托先进的电气控制系统,实现了高效、快速的管材生产,满足了现代工业对焊管多样化、高精度的需求。焊管机定径机组可精确校准管径,保证尺寸符合标准。
焊管机的自动化生产线整合:实现自动化生产线整合是焊管机发展的重要方向。自动化生产线整合将焊管生产过程中的各个环节,如开卷、矫平、成型、焊接、定径、切割等,通过自动化控制系统有机地连接在一起,实现全流程的自动化运行。在自动化生产线中,各设备之间的衔接更加紧密,物料的传输更加顺畅,很大程度上减少了人工干预和生产过程中的停顿时间,从而显著提高了生产效率。例如,先进的自动化焊管生产线能够根据预设的程序,自动完成不同规格管材的生产切换,操作人员只需在控制系统中输入相关参数,设备就能自动调整工艺参数和运行状态。同时,自动化生产线还配备了完善的质量检测和监控系统,能够实时对产品质量进行检测和反馈,确保生产出的焊管质量稳定可靠。这种自动化生产线整合不仅提高了生产效率和产品质量,还降低了人工成本和劳动强度,是焊管机未来发展的必然趋势。焊接模具材质选铜合金,确保焊接高效与质量。贵州螺旋焊管机生产过程
新型焊管机节能高效,降低能耗的同时,提高管材产出量。浙江食品机械输送管焊管机
焊接系统是焊管机的关键,其焊接质量直接关乎焊管性能与寿命。电阻焊在焊管生产中应用较广,利用电流通过焊件产生电阻热,使焊件接触部位迅速升温至塑性或熔化状态,再在压力作用下完成焊接。电阻焊焊接速度快、效率高,尤其适用于大批量生产中小口径焊管。焊接电流、时间、压力是关键参数,需依管材材质、厚度精确匹配调整。如厚管材电阻大,需大电流、长时间确保焊缝熔深与强度;薄壁管材则要严控参数,防烧穿、焊缝过宽等缺陷。氩弧焊因焊接质量高,在食品卫生管、不锈钢装饰管等对焊接质量要求极高的领域备受青睐。氩气隔绝空气杂质,防止焊缝金属氧化、氮化,其焊接参数包括电流、电压、速度、氩气流量等,同样需根据管材实际情况优化调整。浙江食品机械输送管焊管机

- 贵州食品机械输送管焊管机供应商家 2025-06-08
- 福建材料焊管机销售厂家 2025-06-08
- 广东直销焊管机性价比 2025-06-08
- 山东高频工业焊管机采购 2025-06-08
- 福建一体化焊管机哪个好 2025-06-08
- 广东高频工业焊管机 2025-06-08
- 广东材料焊管机厂家直销 2025-06-08
- 四川国内焊管机厂家报价 2025-06-08