创阔能源科技发现真空扩散接合钛的话是焊接难度很大的材料之一,因为它容易同氧结合,所以必须严格保护。钛的焊接通常在真空室内进行。真空扩散接合通过温度、压力、时间和真空度的控制来促进材料之间的界面原子扩散。由于钛合金的扩散接合需要热量,真空炉必须在高温下运行,还要通入高压氩气。真空能够去除微量的氢气及其他蒸气或气体(比如氮气、氧气和水蒸气)。真空对于确保部件的清洁度也起着重要作用,而这直接关系到接合的成功与否。真空能够在常温下去除产品携带的油脂和微量湿气,能够帮助确定是否需要中断接合工艺,以免污染物的挥发对工艺造成影响。在达到接合温度之前应一直保持真空。只有在达到接合温度之后,才能将气体压力增加到工艺设定点。由于工艺系统往往很大,需要使用相当数量的氩气。通过利用温度来帮助增压,能够减少氩气的用量。高温和高压并不是传统热处理真空炉的典型特点。它们有一个水冷真空室和一个加热室,后者将高温区同真空炉的冷壁隔开。高压气体会降低加热室材料的绝热能力,而且,材料的透气性越大,降低的幅度就越大,就需要技术人员有很好的经验来控制调接了,创阔科技一直就是以开发,技术为主导,重品质,守信用的企业,值得您一探究竟创阔科技按真空扩散焊接要求。安徽真空扩散焊接加工

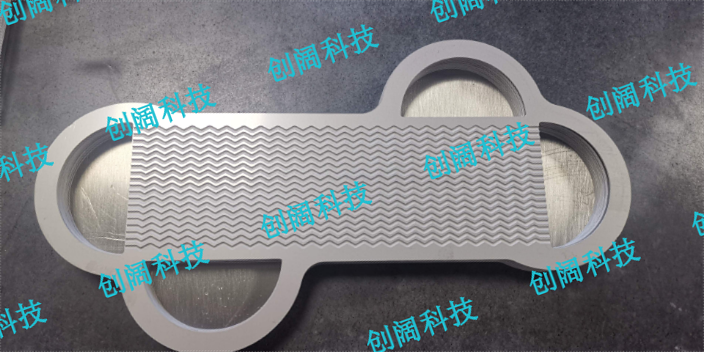
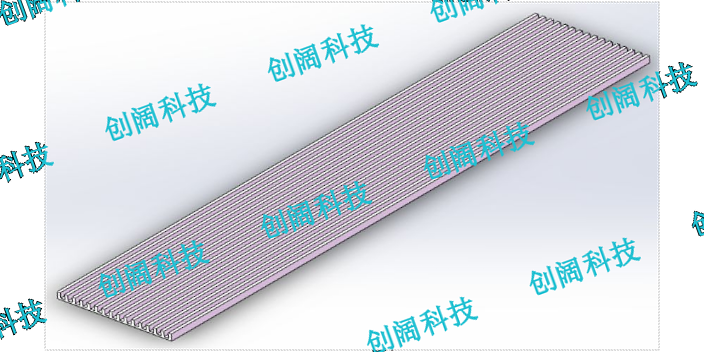
创阔科技的微通道换热器是一种采用特殊微加工技术制造的换热器,利用真空扩散焊接而成。当量水力直径通常小于1mm。该换热器的特点是单位体积换热量大,耐高压,制造难度大。在微通道设计中,如果当量直径过小时,可能需要关注微尺度效应。此时,传统的宏观理论公式不再适用于流动和传热。,我们将使用FLUENT制作一个简单的微通道换热器案例。当然,微通道换热器的当量直径足以通过解决NS方程来模拟。2模型和网格。由于实际换热器单元较多,流道数量较大,本案按对称面截取部分计算。换热器长度60mm,宽度6mm,微通道高度mm,宽度1mm(当量直径mm)。全六面网格划分如下。网格节点总数为691096。3求解设置在这种情况下,我们假设介质在微通道换热器流道的流动状态为层流,所以选择层流模型,打开能量方程。我们为换热介质设置了两组水/水、气/水。水和空气是默认的。事实上,应根据温度设置相应的值。换热器本体由钢制成,不考虑单元之间连接造成的传热阻力(单元与单元之间的集成模型)。换热器的入口设置为速度入口边界,出口设置为压力边界。根据以下值设置,介质流向为逆流。除上下边界外,其余为绝缘墙。换热介质序号名称类型值温度水/水换热1热水入口速度边界m/s。嘉定区创阔能源真空扩散焊接质量高的产品和易氧化材料的真空扩散焊接,请联系创阔能源科技。

水冷散热器散热性能影响因素:水冷散热器的散热效率主要与三个因素有关:首先是水冷板的设计,水冷板与热源直接接触,快速导热十分重要,一般水冷板采用铝与热源接触,并且在与水冷夜接触的一面会设计微水道,这样不仅可以增大接触面积,还能增快流速,让水冷液带走更多的热量,水道的设计不同会带来不同的散热效果。其次是水泵的扬程,水泵的扬程直接决定水流速度,由于水冷液的物理特性,流动速度越快,导热性越好,所以要想让热量快速传导到水冷排,就必须让水泵有足够的扬程;再就是水冷排和风扇的设计了,目前的水冷散热器冷排一般都安装在机箱背部,直接通过风扇冷却,冷排里面的水冷液被冷却后实现再循环。关于水冷散热器,苏州创阔金属科技有限公司拥有专业客制化能力,专业从事真空扩散焊接与精密化学刻蚀、机械加工类产品,设计与加工。
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。真空扩散,创阔科技加工。

创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。真空扩散焊多结构置换,加工制作创阔能源科技来完成。普陀区创阔科技真空扩散焊接
扩散焊接设计加工创阔能源科技。安徽真空扩散焊接加工
真空扩散焊接,开启材料连接的创新篇章。它是一种绿色环保且极具前瞻性的焊接技术。在传统焊接中,常常伴随着大量的烟尘、飞溅以及有害气体的排放,不仅对环境造成污染,也危害操作人员的健康。而真空扩散焊接在真空环境中进行,几乎没有污染物产生,符合现代社会对绿色制造的追求。在核能工业中,核反应堆内部的一些关键部件,如燃料元件的封装、管道连接等,需要极高的焊接质量和安全性。真空扩散焊接凭借其无熔池、低应力、高纯度的特点,能够满足这些严格要求,有效防止核泄漏等危险情况的发生,保障核能设施的安全稳定运行。从材料科学研究角度来看,真空扩散焊接为新型材料的开发与应用提供了有力手段。它可以实现异种材料、难熔材料以及复合材料之间的连接,促进了材料的复合化与多功能化发展,为材料科学家们探索材料性能的边界、开发具有独特性能的新材料组合创造了条件,推动整个材料科学领域不断向前创新发展。安徽真空扩散焊接加工