嘉强激光数控系统实现加工过程中的实时温度监控与补偿主要通过以下步骤: 1.温度传感器安装 位置选择:在激光头、工件和关键部件上安装温度传感器。 传感器类型:使用热电偶或红外传感器等,确保精度和响应速度。 2.数据采集 实时采集:系统持续采集温度传感器的数据。 数据传输:通过有线或无线方式将数据传送到...
激光数控系统基本参数
- 品牌
- 嘉强,镭工,锐图
- 加工类型
- 激光切割,激光焊接,激光打孔
- 工件材质
- 铝合金,碳钢,不锈钢
- 加工产品范围
- 根据实际项目需求
激光数控系统企业商机
嘉强激光数控系统的操作设计得非常简便,主要体现在以下几个方面:1.直观的用户界面:系统配备了简洁直观的用户界面,操作菜单布局合理,功能分类清晰,用户可以快速找到所需功能,减少操作难度。2.多语言支持:系统支持多种语言,方便不同国家和地区的用户使用,降低了语言障碍带来的操作困难。3.智能识别与自动调整:系统具备智能识别功能,能够自动识别材料类型并优化加工参数,减少人工设置和调整的时间,提升操作便捷性。4.一键操作功能 系统提供一键操作功能,用户只需按下一个按钮即可启动复杂的加工流程,简化操作步骤,提高操作效率。5.详细的帮助文档与教程:系统配备了详细的帮助文档和操作教程,用户可以随时查阅,快速掌握操作方法,减少学习成本。6.远程控制与监控:系统支持远程控制和监控,用户可以通过网络远程操作设备,实时监控加工状态,方便管理和操作。7.自动化功能:系统具备高度自动化功能,能够自动完成复杂的加工任务,减少人工干预,提升操作简便性。8.故障诊断与提示:系统具备故障诊断功能,能够自动检测并提示故障信息,帮助用户快速定位和解决问题,减少停机时间。嘉强激光数控系统,通过智能控制,实现加工过程的精细化管理。上海嘉强激光数控系统X3S
嘉强激光数控系统在激光切割中实现焦点漂移补偿技术主要通过以下步骤: 1.焦点位置检测: 使用高精度传感器(如激光位移传感器或视觉传感器)实时监测激光焦点位置。 2.数据采集与处理: 采集焦点位置数据,并通过高速通信接口传输至控制系统进行处理和分析。 3.焦点漂移识别: 控制系统通过算法识别焦点位置的变化,判断是否存在焦点漂移。 4.补偿计算: 根据检测到的焦点漂移量,计算所需的补偿值,通常包括Z轴(垂直方向)的调整量。 5.实时调整: 控制系统驱动伺服电机或压电陶瓷执行器,实时调整激光头或聚焦镜的位置,以补偿焦点漂移。 6.闭环控制: 系统持续监测焦点位置,并根据实时数据进行动态调整,形成闭环控制,确保焦点位置的稳定性。 7.反馈与优化: 系统记录补偿过程中的数据,用于后续分析和优化,进一步提高补偿精度和响应速度。 通过这些步骤,嘉强激光数控系统能够有效补偿激光切割中的焦点漂移,确保切割质量和精度。嘉强XC4000C激光数控系统在哪下载可靠的防护设计,嘉强激光数控系统保障操作人员安全,营造安全工作环境。

嘉强激光数控系统的实时控制精度通常可以达到微米级(μm),具体精度取决于系统配置、应用场景和加工要求。以下是影响和控制精度的关键因素: 1.硬件配置:使用高分辨率编码器,提供精确的位置反馈,分辨率可达纳米级;采用高性能伺服电机,确保快速响应和高精度运动控制;高刚性、低惯量的机械结构设计,减少振动和变形,提高定位精度。2.控制算法:通过精确的比例-积分-微分控制算法,实时调整运动参数,确保高精度控制;采用先进的线性插补、圆弧插补和样条插补算法,确保复杂路径的高精度控制;通过实时误差补偿算法,修正机械误差和热变形,提高加工精度。3.反馈系统:采用闭环控制系统,实时监控和调整各轴的位置和速度,确保高精度运动;结合多种传感器,提供高精度的位置和速度反馈。4.环境控制:通过恒温控制和热变形补偿,减少温度变化对精度的影响;采用减振措施和振动抑制算法,减少外部振动对加工精度的影响。5.通信与同步:采用高速通信协议(如EtherCAT、Profinet),确保实时数据交换和控制指令的同步执行;通过精确的时间同步协议(如IEEE 1588),确保各轴的运动指令在同一时间点执行。
嘉强激光数控系统实现激光功率的闭环控制主要通过以下步骤: 1.传感器检测:系统内置传感器实时监测激光输出功率,并将数据反馈给控制系统。 2.反馈信号处理:控制系统接收传感器信号,并与预设功率值进行对比,计算误差。 3.误差校正:根据误差,系统调整激光器的电流、电压或脉宽等参数,确保输出功率接近设定值。 4.闭环控制:通过持续的检测、反馈和调整,系统形成闭环控制,保持激光功率的稳定。 5.实时监控与报警:系统实时监控功率波动,异常时发出报警并采取保护措施。 6.用户界面:提供操作界面,用户可设定和监控激光功率,系统自动执行闭环控制。 通过这些步骤,嘉强激光数控系统能够精确控制激光功率,确保加工质量和设备安全。强大的编程功能,嘉强激光数控系统可实现复杂图形的精确切割。

嘉强激光数控系统的运动控制卡类型:1.数字信号处理器(DSP),特点:高计算能力,实时处理能力强,适用于复杂的运动控制算法。2.现场可编程门阵列(FPGA),特点:并行处理能力强,可定制逻辑,适用于高精度和高速度的运动控制。3.多核处理器,特点:多核架构,高主频,强大的多任务处理能力,适用于复杂的控制系统。4.运动控制芯片,特点:专为运动控制设计,集成多种外设接口,高实时性和可靠性。5.图形处理器(GPU),特点:强大的图形和并行计算能力,适用于需要大量数据处理的运动控制应用。6.嵌入式处理器,特点:低功耗,高集成度,适用于嵌入式运动控制系统。7.实时处理器,特点:高实时性,适用于需要快速响应的运动控制任务。8.混合处理器, 特点:结合了处理器的灵活性和FPGA的高性能,适用于复杂的运动控制应用。9.高性能微控制器,特点:高集成度,低功耗,适用于中小型运动控制系统。10.网络处理器,特点:强大的网络处理能力,适用于需要高带宽和低延迟的运动控制应用。 这些高性能处理器为嘉强激光数控系统提供了强大的计算和控制能力,确保了系统的高精度、高速度和高可靠性,满足各种复杂加工需求。嘉强激光数控系统,为航空航天领域的高精度零部件加工提供可靠保障。嘉强平面套料激光数控系统说明书
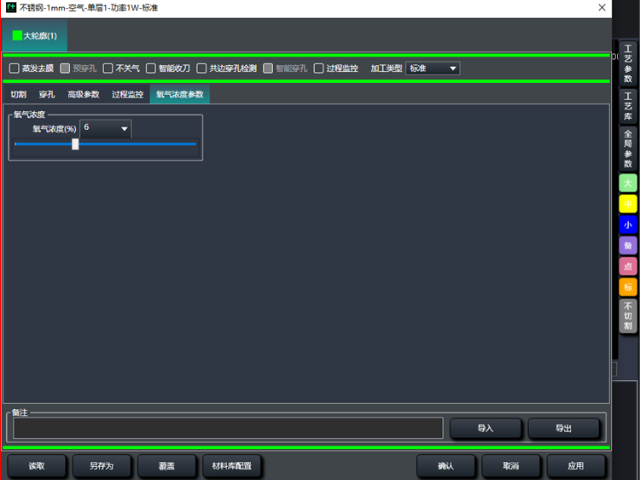
穿孔除渣功能,使嘉强激光数控系统起刀断面效果更优,加工过程更稳定。上海嘉强激光数控系统X3S
嘉强激光数控系统通常支持多种编程语言,以满足不同用户的需求和应用场景:1.G代码是数控机床常用的编程语言,嘉强激光数控系统全部支持G代码,适用于各种加工任务。2.M代码用于控制机床的辅助功能,如冷却系统、主轴启动/停止等,嘉强系统也支持M代码。3.自定义宏程序,便于实现复杂的加工逻辑和重复任务。4.支持使用C/C++编写高级控制程序,适合需要复杂算法和逻辑控制的场景;支持Python脚本,便于快速开发和调试,适合自动化任务和数据处理。5.提供图形化编程界面,用户可以通过拖拽和配置的方式生成加工程序,降低编程难度。6.支持梯形图(Ladder Diagram)和指令表(Instruction List)等PLC编程语言,用于逻辑控制和自动化任务。7.兼容多种CAM(计算机辅助制造)软件,如AutoCAD、SolidWorks等,支持从CAD模型直接生成加工程序。8.支持脚本语言编写自动化任务和批处理程序,提高生产效率。9.提供API接口,支持通过网络进行远程控制和编程,便于集成到智能制造系统中。10.允许用户根据特定需求自定义编程语言和指令,提高系统的灵活性和适应性。上海嘉强激光数控系统X3S
与激光数控系统相关的文章

嘉强平面切割激光数控系统怎么适配切割头
- 上海嘉强激光数控系统XW100 2025-06-20
- 上海嘉强XC6000激光数控系统怎么适配切割头 2025-06-20
- Empower嘉强XC4000P激光数控系统装机教程 2025-06-20
- Empower嘉强XC6000激光数控系统软件下载 2025-06-19
- 嘉强平面套料激光数控系统英文版说明书 2025-06-19
- 嘉强XC4000C激光数控系统安装教程 2025-06-19
- 上海嘉强平面焊接激光数控系统软件下载 2025-06-19
- Empower嘉强XC5000激光数控系统怎么适配切割头 2025-06-19
- 上海嘉强XC3000Pro激光数控系统安装教程 2025-06-19
- 上海嘉强XC4000T激光数控系统功能介绍 2025-06-19
- 上海嘉强X3S激光数控系统故障诊断 2025-06-19
- 上海嘉强平面切割激光数控系统怎么适配切割头 2025-06-19
与激光数控系统相关的产品

与激光数控系统相关的新闻
-
Empower嘉强中高功率激光数控系统怎么适配切割头 2025-06-19 19:07:14嘉强激光数控系统在微孔加工中的脉冲控制技术具有以下特点:1.高精度控制:系统能够精确调节激光脉冲的频率,适应不同材料和孔径要求;通过精确控制脉冲宽度,确保每个脉冲的能量输出稳定,提高加工精度。2.能量均匀分布:系统能够均匀分布激光能量,避免局部过热或能量不足,确保微孔加工的一致性;通过优化脉冲形状,...
-
Empower嘉强高功率平面切割激光数控系统怎么适配切割头 2025-06-19 12:07:06嘉强激光数控系统通过以下技术和方法实现加工过程中的实时声发射监测与反馈:1.声发射传感器布置:在加工区域附近安装高灵敏度声发射传感器,实时捕捉加工过程中产生的声发射信号;采用多个传感器布置,确保各个方位覆盖加工区域,提高监测精度。2.实时数据采集:系统配备高速数据采集模块,实时采集声发射传感器的信号...
-
Empower嘉强坡口切割激光数控系统软件下载 2025-06-19 05:07:24嘉强激光数控系统在激光增材制造中的层厚控制技术具有以下特点:1.高精度激光控制:系统能够精确调节激光能量输出,确保每层材料的熔化均匀,控制层厚一致性。2.实时监控与反馈:系统配备高精度传感器,实时监测每层的厚度和表面质量。3.自适应控制算法:基于机器学习和人工智能技术,开发自适应控制算法,动态调整加...
-
Empower嘉强XC4000T激光数控系统功能介绍 2025-06-19 20:07:11查看嘉强激光数控软件的版本信息,也可以通过以下两种方式:1、数控系统的显示屏或操作面板:如果数控软件是集成在数控系统中的,在数控系统的显示屏或操作面板上可能会有显示软件版本信息的区域。您可以查看数控系统的操作手册,了解如何在该设备上查看相关信息。一般来说,可能需要通过特定的操作组合键(如按下某个功能...
与激光数控系统相关的问题
与激光数控系统相关的标签
新闻资讯
产品推荐
-

嘉强3kw混气切割啥价格
2025-07-01 -
嘉强40kw混气切割啥价格
2025-07-01 -

Empower嘉强12000W混气切割能切10mm左右碳钢吗
2025-07-01 -
上海嘉强BS06K-CAT-MIX混气切割切割效果怎么样
2025-07-01 -
嘉强6千瓦混气切割切碳钢效果怎么样
2025-07-01 -
上海嘉强40000W混气切割与氧气切割有什么区别
2025-06-30 -
嘉强12kw混气切割切割成品毛刺多吗
2025-06-30 -
上海嘉强12kw混气切割的优势
2025-06-30 -
嘉强6kw混气切割什么价格
2025-06-30