平焊法兰、对焊法兰和带颈法兰区别:材质不同。带颈平焊法兰的材料是由具有所需厚度的普通钢板加工而成的,而带颈的对接焊法兰的材料主要是由锻钢加工而成。公称压力不同。带颈平焊法兰的公称压力为0.6-4.0MPa,带颈的对焊法兰的公称压力为1--25MPa,带颈平焊法兰的额定压力较低。连接方法不同。带颈平焊法兰与带颈对焊法兰的较大区别在于管材与法兰的连接方式不同。带颈平焊法兰通常是管道和法兰。角连接。带颈对接焊接法兰是法兰和管道之间的对接的接头。无论是小型工程还是大型项目,森正管件法兰都能满足各种需求。廊坊斌秋法兰

平焊法兰主要用于连接碳钢管。平焊法兰通常用于常见的腐蚀性介质,耐酸石棉板。高压设备和管道使用由铜,铝,10#钢和不锈钢制成的透镜型和其他形状的金属垫片。高压垫圈与密封表面之间的接触宽度非常窄(线接触),并且密封表面与垫圈的加工表面光洁度相对较高。平焊法兰的表面光滑,主要用于连接碳钢管。易于拆卸和检查管道状况。普遍使用。平焊法兰可用于冶金,机械,化学工业,石油,机床,灌溉,建筑,工程,造船,环保,煤炭,农业机械,食品,锅炉,压力船和其他行业。沧州斌秋法兰上海斌秋法兰行业经验丰富,实力雄厚.

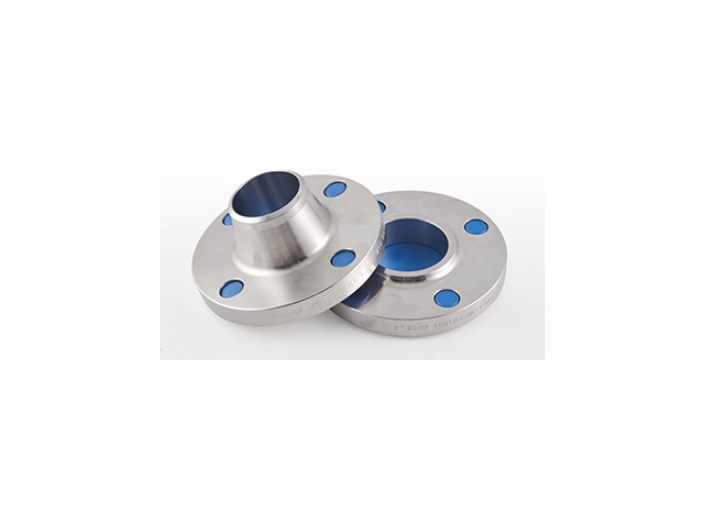
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。目前被普遍应用,因为对焊法兰不易变形,密封好,用途普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡。锻造的对焊法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰。自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。对焊法兰模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件使用寿命。
对焊法兰的用途普遍,使用范围根据不同的特点进行确定,多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水,它的优点是价格比较便宜。由于对焊法兰的容器筒体的公称直径和管子的公称直径所替代的具体尺寸不同,所以,同样公称直径的容器不锈钢法兰和不锈钢对焊法兰,它们的尺寸亦不相同,二者不能互相代用。通常情况下,总是将对焊法兰分成若干弧段进行加工:首先,将毛坯锻成方坯,然后冷弯成弧段,退火去应力热处理后,拼成整圆在立车上加工到设计的形状和尺寸;较后运至施工现场,再将若干弧段组焊成完整的异型对焊法兰并与压力容器进行组焊;上海斌秋法兰管件制造-供货商厂家。

平焊法兰与管道的连接是先将管子插入法兰内孔至适当位置,再搭焊。平焊法兰适用于压力等级比较低,压力波动、振动和震荡均不严重的管道系统中。平焊法兰的制作工艺具体介绍如下:平焊法兰的制作工艺。生产工艺分为纯料锻造、毛料锻造(次之)适用于平焊及对焊法兰,钢板适用于平焊法兰,还有离心铸造及浇铸法兰。平焊法兰的制作工艺,主要是上面介绍的,平焊法兰优点在平焊法兰焊接装配时较易对中,还有就是价格便宜,并且得到普遍应用。法兰厂家-上海斌秋-厂家直销+质优价廉。安庆生产不锈钢法兰厂家
森正管件法兰具有良好的耐腐蚀性能,能够在恶劣环境下长时间使用。廊坊斌秋法兰
在大量的工程设计中,设计人员往往对对焊法兰设计结果既不感满意又觉得难以调整其影响参数达到满意结果。为此,对焊法兰的优化设计早已被法兰研究及设计人员所重视。随着计算机技术的普遍深入应用,这种优化设计变得容易、方便、现实了。合理的法兰设计旨在选择一个合适的垫片(包括材料、种类与尺寸)、配置一组适宜的螺栓(包括材料、规格、数量及螺栓中心圆直径),确定适宜的法兰材料及其结构尺寸,并使它们满足强度要求,从而获得结构紧凑、受力合理、密封可靠的“联接”。大量的设计实例表明:满足设计条件的合理的法兰联接设计与通常设计结果相比较,存在着较大的差异,就法兰所消耗的材料与制造费用而言,前者可光为后者的几分之一,同时对焊法兰合理设计、优化设计具有明显的经济效益,是一项具有现实意义的工作。廊坊斌秋法兰
使用带颈对焊法兰需要注意什么?带颈对焊法兰管件,在焊条、对焊法兰中具有良好的耐腐蚀性和抗氧化性,普遍...
【详情】对焊法兰正确的安装顺序:有一种简略的方法即是运用用成品进行翻边短管然后将其焊接在管材上运用。在带槽环...
【详情】平焊法兰生产工艺流程:扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割:分割坯料或切除料...
【详情】