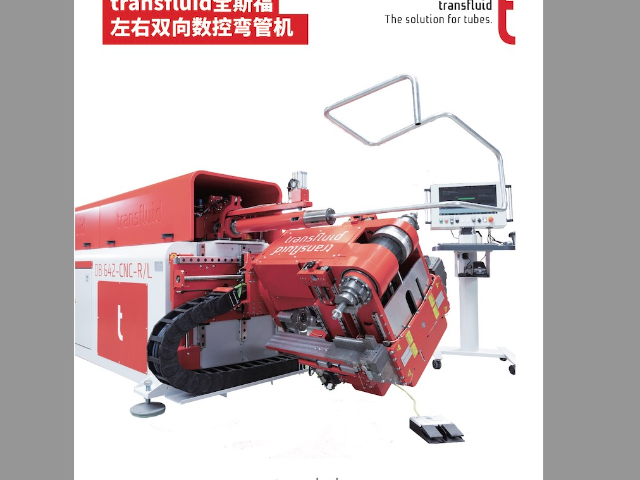
- 品牌
- transfluid,temaflex,tema
- 型号
- 齐全
- 加工定制
- 是
- 厂家
- 上海特马液压设备有限公司
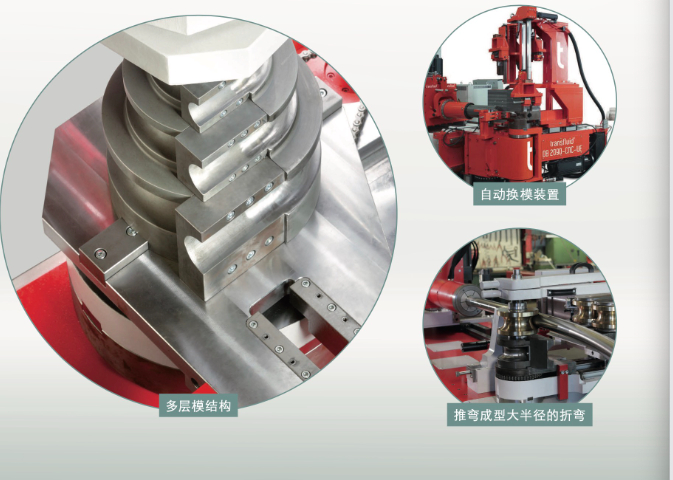
在提升生产效率方面,全自动弯管机的高速加工能力与智能排产系统形成了高效协同。设备的快速换模机构可在 3 分钟内完成不同弯曲半径模具的切换,搭配管材自动送料架,能实现 “上料 - 弯曲 - 下料” 的全流程无人化操作。某钢结构加工厂引入该类设备后,单根建筑用弯管的加工时间从传统工艺的 8 分钟缩短至 3 分钟,日产能提升近 200%。更值得关注的是,设备内置的生产管理软件可对接工厂 ERP 系统,根据订单优先级自动排序生产任务,动态调整加工参数,在多品种混线生产场景中,将订单交付周期平均缩短 30% 以上,充分满足了现代制造业小批量、多批次的生产需求。船舶制造使用数控弯管机,完成超长、大口径管件的高精度弯曲。黄浦区特马弯管机哪家好
航空航天领域对管件的高精度与可靠性要求,促使全自动弯管机突破技术极限。面对钛合金、镍基高温合金等难加工材料,设备采用热弯与冷弯复合工艺,中频感应加热装置可将管材局部温度精确控制在 ±5℃范围内,配合五轴联动弯曲机构,实现 0.3D(管径倍数)的极小弯曲半径加工。在航空发动机燃油管路制造中,设备通过纳米级光栅尺对弯曲过程进行实时监测,利用闭环控制系统动态修正加工参数,确保弯曲角度误差小于 ±0.08°,圆度误差控制在 0.02mm 以内。这种超精密加工能力,为航空航天装备的高性能运行奠定了坚实基础。马鞍山全斯福弯管机销售电话医疗器械制造中,数控弯管机以洁净工艺加工医用气体管路。
航空航天工业对管件的高精度需求,促使全自动弯管机不断突破技术极限。面对钛合金、高温合金等难加工材料,设备配备的中频感应加热装置可将管材局部温度准确控制在 ±10℃范围内,结合五轴联动弯曲技术,实现 0.5D(管径倍数)的极小弯曲半径加工。在航空发动机燃油管路制造中,设备通过激光测距仪对弯曲过程进行微米级精度监测,实时修正加工参数,确保每根管件的弯曲角度误差小于 ±0.1°,圆度误差控制在 0.03mm 以内。这种超精密加工能力,为航空航天装备的可靠性提供了坚实保障。
数控弯管机的高性能伺服驱动系统构建了精密运动控制的基础,通过双电机协同实现微米级精度把控。采用直驱式伺服电机的机型,送料轴定位精度达 ±0.02mm,弯曲轴角度分辨率为 0.01°,某航天企业用其加工的燃料管,在经历 - 196℃至 200℃的温度循环后,接口偏差仍≤0.1mm。伺服系统的动态响应时间<5ms,在弯曲 DN25 不锈钢管时,可根据管材实时应变数据调整速度(范围 0.1-10mm/s),使弯曲处的壁厚减薄率控制在 8% 以内,满足 ASME B31.3 对压力管道的严苛要求。这种高精度驱动方案,让复杂空间弯管的成型精度提升 40% 以上。全自动弯管机通过多级权限管理,防止非授权操作,保障生产安全规范。

设备搭载的智能监测系统为弯管加工提供了全流程质量管控能力。多组传感器实时采集弯曲压力、管材温度、模具磨损度等数据,通过边缘计算模块进行实时分析,当检测到管材壁厚偏差超过 0.05mm 时,系统会自动调整弯曲速度以补偿变形量。在医疗器械导管加工中,这种实时监测功能尤为关键 —— 某微创设备制造商使用配备红外测温的弯管机,将 PEEK 材料导管的弯曲热损伤率从 22% 降至 3% 以下,确保了导管在人体内的生物相容性。数据还会同步上传至工厂 MES 系统,形成每件产品的加工档案,为质量追溯与工艺优化提供完整数据链。数控弯管机的小批量生产模式,满足市场个性化、定制化管件需求。普陀区德国全斯福弯管机哪家好
借助 AI 算法,设备能自动优化弯管工艺,适配不同管材特性。黄浦区特马弯管机哪家好
高精度的弯管加工离不开全自动弯管机的多维度误差控制技术。设备采用光栅尺实时检测管材的送料长度,精度可达 ±0.1mm,配合伺服电机对弯曲角度的闭环控制,能将角度误差控制在 ±0.5° 以内。对于壁厚较薄的不锈钢管材或易变形的铜合金管材,设备还会启动防皱板与芯棒辅助系统,通过机械支撑减少管材弯曲时的截面变形。在某汽车零部件工厂的实测数据中,该类设备加工的 2000 件铝合金燃油管,首件合格率达到 98.7%,远超人工弯管 75% 左右的合格率,充分体现了自动化加工在精度控制上的明显优势。黄浦区特马弯管机哪家好
- 浦东新区德国全斯福弯管机销售电话 2025-06-28
- 金山区特马弗莱克斯弯管机 2025-06-28
- 金山区德国全斯福弯管机多少钱一台 2025-06-28
- 无锡自动弯管机多少钱一台 2025-06-28
- 闵行区特马弯管机价格 2025-06-28
- 杭州机器人弯管机价格 2025-06-28
- 虹口区特马弯管机定制 2025-06-28
- 静安区特马弗莱克斯弯管机多少钱一台 2025-06-28
- 上海机器人弯管机设计 2025-06-28
- 嘉定区特马弗莱克斯弯管机定做 2025-06-28
- 嘉定区数控弯管机生产厂家 2025-06-28
- 无锡自动弯管机销售电话 2025-06-28

