平焊法兰生产工艺流程:扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割:分割坯料或切除料头的锻造工序。模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也会相对贵一些。法兰-上海斌秋管件制造-供货商厂家。铜陵法兰价格

在对焊法兰的接口处,通常会加工出一个比管子外径略大一点的凹台,管子插在这个凹台里面进行焊接。这种连接方式不仅牢固可靠,而且能够有效地防止泄漏。在标记对焊法兰时,我们需要按照公称通径、公称压力、密封面形式代号、配用的钢管系列代号(如果是配用米制管,则代号为系列2,如果是配用英制管,则不标记)以及标准编号进行。以公称通径80mm、公称压力4.0MPa(25bar)的凸面对焊钢制管法兰(配用米制管)为例,其标记应该清晰明了,以便在使用和维护过程中能够准确地识别和替换。南京非标法兰森正管件法兰具有优异的耐腐蚀性能,可在恶劣环境下长时间使用。

使用带颈对焊法兰需要注意什么?带颈对焊法兰管件,在焊条、对焊法兰中具有良好的耐腐蚀性和抗氧化性,普遍应用于化肥、化工、石油和医疗机械制造。带颈对焊法兰管件焊接时,反复加热析出碳化物,导致机械性能下降,耐蚀性降低。带颈对焊法兰管件的可硬化美国标准法兰,焊接后较大,容易产生裂纹。如果采用同类型铬不锈钢焊条(G202、G207)焊接,必须进行300以上的预热和焊后700左右的缓冷处理。如果焊件在焊接后不能进行热处理,应选择带颈焊法兰管件的焊条(A107、A207)。产品的诞生给人类生活带来了许多便利,产品并不是一成不变的,而是随着科技的发展不断创新的。因此,为了自己的利益,选择适合自己的产品非常重要。由于不锈钢具有良好的耐腐蚀性,可以使结构构件长久保持工程设计的完整性。含铬不锈钢冲压法兰还结合了机械强度和高延展性,易于制造,满足建筑师和结构设计师的需求。
法兰焊接工艺:所需设备:手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。焊前准备:1.检查调试设备,确保设备正常运转;2.准备φ℃-350℃烘干一小时。焊接过程:1、组装把椎体和法兰按图纸要求组装在一起,再平均把法兰分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。注意事项:1、打底时一定使用J506焊条手工堆焊,并采用小电流焊接。严格按照焊接工艺焊接。2、在每焊接完一个位置后,都要用水平尺卡一下法兰平面的变形量。对焊法兰在安装过程中,要注意法兰与管道的对中。

平焊法兰对于一般腐蚀性介质,平焊法兰,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。平焊法兰包括:密封垫片,所述密封垫片包括下列重量份的组份:平焊法兰,德国朗盛三元乙丙橡胶965080~85份、润滑剂2~5份、3#硫化剂2~5份、对,对‘一二异丙苯基二苯胺5~10份、炭黑N1103~6份、平焊法兰,苄基三苯基氯化磷3~6份、ECH2~4份、阻燃剂2~4份、ECTEE2~4份、绢云母粉2~6份、酪蛋白塑料3~8份、甲基三肟基硅烷3~8份和莱茵蜡3~5份。法兰上海斌秋厂家,按需定制批发。对焊法兰询价
上海斌秋是您的放心之选,定做法兰的选择。铜陵法兰价格
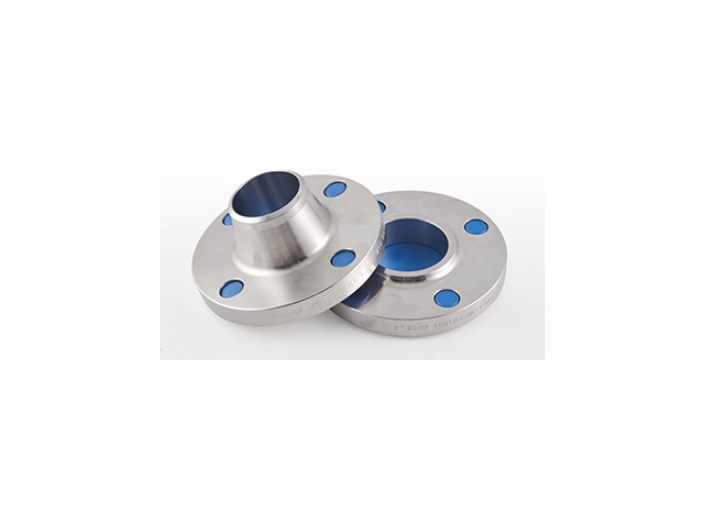
对焊法兰,也被称为高颈法兰,是管件中不可或缺的一种类型。其特色在于带有一个颈部,并配备了圆管过渡部分,使其可以与管子进行对焊连接。对焊法兰因其不易变形、优良的密封性能,而被普遍应用于各种场景。特别是在那些经受大幅度压力或温度波动的管线,或是处于高温、高压及低温环境下的管道中,对焊法兰都能发挥出色的作用。其价格相对亲民,因此在公称压力不超过PN16MPa的易燃、易爆介质的管路上也广受青睐。我们可以确保对焊法兰的安装过程准确无误,从而为其在管线中的稳定、高效工作奠定坚实的基础。铜陵法兰价格
使用带颈对焊法兰需要注意什么?带颈对焊法兰管件,在焊条、对焊法兰中具有良好的耐腐蚀性和抗氧化性,普遍...
【详情】对焊法兰正确的安装顺序:有一种简略的方法即是运用用成品进行翻边短管然后将其焊接在管材上运用。在带槽环...
【详情】平焊法兰生产工艺流程:扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割:分割坯料或切除料...
【详情】