创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。铝箔薄膜微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!贵州牛油机滤网微孔加工
技术实现要素:本实用新型的目的是为了解决现有技术中存在流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低的缺点,而提出的一种实现多次加强混合作用的微通道结构。为了实现上述目的。“创阔科技”研究开发一种实现多次加强混合作用的微通道结构,包括主流道和第二主流道,所述主流道的右侧设置有前腔混合室,且主流道和前腔混合室之间设置有分流道路,所述分流道路的右侧设置有中间混合腔室。狭缝盘微孔加工厂家排名塑料微孔加工厂家哪家好,推荐苏州创阔金属科技!

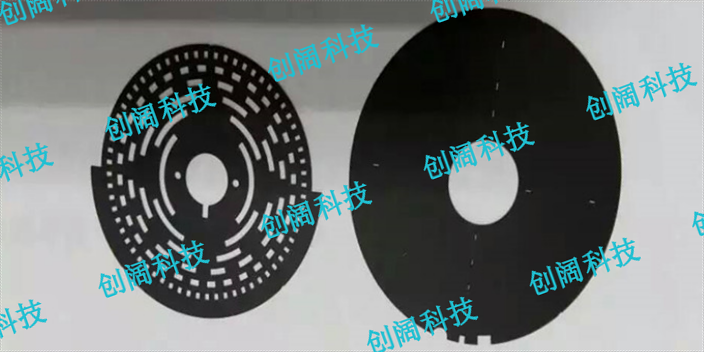
狭缝光学狭缝常用的加工方法有化学刻蚀和激光加工,化学蚀刻加工能力有限,通常可加工缝宽为40~50um以上;激光加工有更强的加工能力,可以加工缝宽5um以下,市场上一般的激光加工狭缝易产生毛刺和锯齿边,边缘平整度欠佳。我司经过多年的技术积累、设备升级和工艺摸索,逐渐去除了激光加工狭缝的毛刺和锯齿边短板,狭缝边缘平整,直线度好。有效的解决了激光加工狭缝易产生毛刺、锯齿边等问题,加工能力突出,加工狭缝宽度至1um。(1)狭缝宽度:1-200um(常用宽度,更大缝宽也可以加工);(2)狭缝长度:10mm以内(大于10mm需要实验);(3)狭缝材料:不锈钢、镍(可氧化发黑处理);(4)外形尺寸:均为定制。我们不提供标准尺寸的光学狭缝,所有光学狭缝均为定制狭缝,如果您有需要,可以向我们订购不同基底材料、不同狭缝尺寸、一个箔片包含多个狭缝或不同狭缝配置的特殊狭缝。苏州创阔金属制品有限公司为您提供详细加工方案!
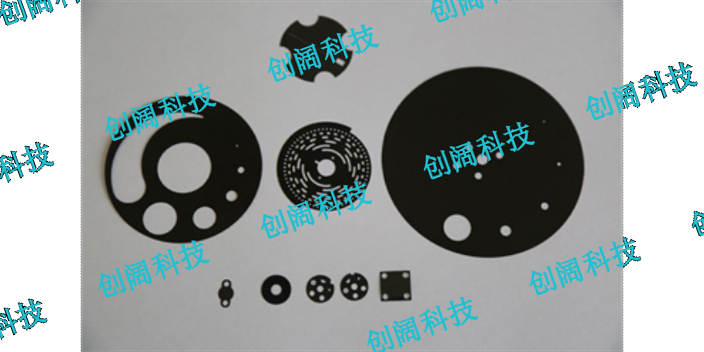
现代光谱仪中狭缝与光栅的转动耦合在一起,可自动调节。镀膜夹具选用质量的SUS304、SUS316等金属材料,结合化学蚀刻和真空扩散焊两个工艺加工而成,用于晶片清洗和真空镀膜用的一种夹具。镀膜夹具是石英晶体或晶片的双面溅射的装置,也可以称为掩膜夹具,它包括真空腔体、真空抽气机组、工件架、磁控溅射靶、射频等离子清洗器和惰性气体充气器,真空抽气机组和惰性气体充气器分别与真空腔体相连,其特征在于真空腔体中设有工件架,该工件架能转动,工件架上安装有能翻转的基片架,基片架上设有载片盘,载片盘上设置有石英晶体片和掩膜片.苏州创阔金属金属科技有限公司技术强大的扩散创阔金属经过十几年的发展和积累,拥有各种进口先进化学蚀刻设备,专业从事各种形状的光阑片蚀刻加工,是国内综合实力强大的光阑片生产厂家。激光微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!
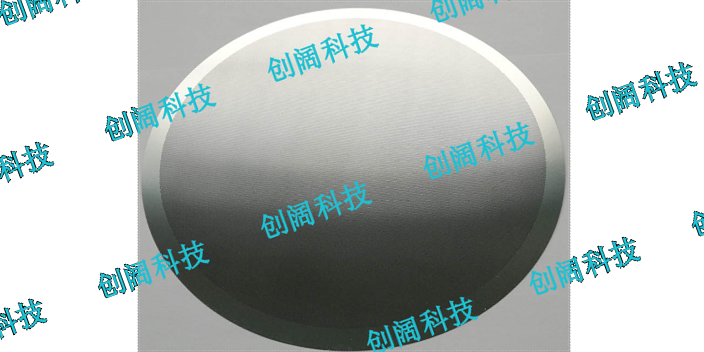
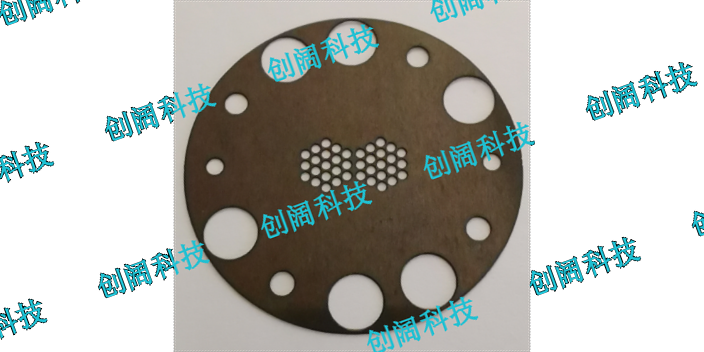
微孔过滤网产品详细介绍产品名称微孔过滤网主要用途创阔金属制品是一家专业的微孔过滤网提供商。我们专注提供微孔过滤网加工的微孔过滤网加工厂,专业提供微孔过滤网定制,设计服务。客户对本产品的蚀刻加工要求公差要求高,质量稳,可批量化生产,材质稳定产品使用材质SUS304H或SUS316,铜材等等均可适用材质材料的厚度。本产品加工蚀刻管控精度及能力比较高可管控+/,一般客户要求为+/,特别厚的材料需要双方沟通。0.1mm微孔加工主要应用于精密电子,医用过滤网等产品上的等。0.05mm网孔板,不锈钢网孔,煤气灶网孔板,304网孔板,金属网孔板,创阔金属制作的网孔主要用途金属网孔板主要应用于电器,小五金,汽车,过滤组件等产品客户对本产品的蚀刻加工要求公差要求高,质量好,可批量化生产,材质稳定产品使用材质SUS304不锈钢,SUS316不锈钢,铜,合金等材质材料的厚度mm0.03mm,0.05mm,0.08mm,0.1mm,0.15mm,0.18mm,0.2mm,0.25mm,0.3mm,0.05mm网孔板主要用途主要用于家用电器,日用家电中客户对本产品的蚀刻加工要求公差要求高,质量好,可批量化生产,材质稳定产品使用材质SUS304,301,430,316不锈钢、黄铜,铍铜,铜合金苏州创阔技术科技可承接铝箔薄膜微孔加工,欢迎联系。狭缝盘微孔加工厂家排名
筛网空微孔加工,推荐苏州创阔金属科技有限公司!贵州牛油机滤网微孔加工
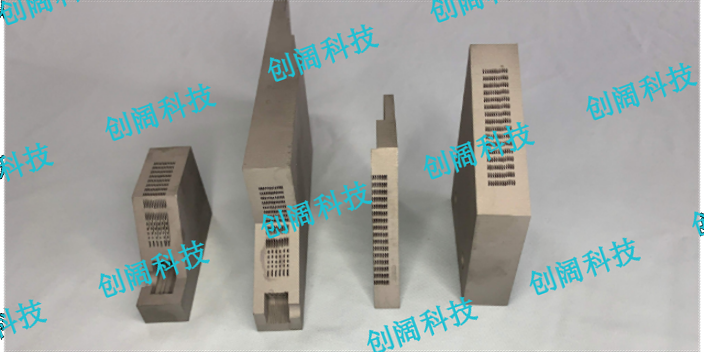
通常情况下喷丝板加工微孔有三种方案:电火花加工、激光加工、微钻加工。电火花加工:电火花加工是微孔加工的一种常用方法,但劣势是需要配置专门的电火花加工机床,电火花加工效率比较低,同时电极的制作难度也不小,而且紫铜电极的制作容易产生毛刺、发生变形;这些都是电火花加工的致命缺陷!激光加工:激光加工也是微孔加工的一种常用方法,利用高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞,效率较高,但劣势是需要配置昂贵的专门微孔加工的加工机床,同时激光加工孔的表面质量也不是很理想!微钻加工:微钻加工的特点是不需要专门添置特种加工设备,可以直接在数控加工中心上即可完成,但这种加工方式需要机床具有极高的精度和极高的转速,而普通的加工中心转速和精度根本无法达到这个要求,不但孔表面粗糙度差并且极经常容易断刀!贵州牛油机滤网微孔加工