- 品牌
- 通硕
- 型号
- 齐全
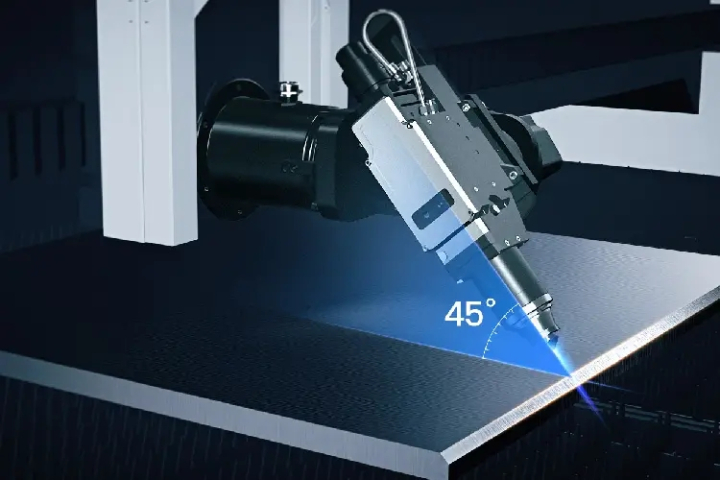
5.圆度变化在激光加工中加工孔切割面产生坡度是无法避免的,下面直径比背面直径大,一般都评估背面稍小一侧的圆度。激光穿孔1、穿孔的难度在切割的开始部位加工开始加工所需要的孔称做穿孔。板越厚,穿孔就越不稳定。可以说,板厚大于12.0 mm的厚板切割中,发生加工不良现象的70%起因于穿孔不好。为了实施稳定的穿孔,在这里对穿孔的加工特性进行说明。2、穿孔的原理在穿孔过程中,贯通之前加工中产生的熔融金属堆积在被加工物表面上孔的周围。从发光后对被加工物表面加热过程,到缓慢加热进行穿孔作用,直至***的贯通是连续进行的。这个方法,如果板件厚度大于9.0mm,则穿孔时间就会急剧增加,但是孔径约为0.5mm,比切口窄,热影响也小。根据激光束与材料相互作用的机理,大体可将激光加工分为激光热加工和光化学反应加工两类。锡山区直销激光切割加工批量定制
此次武汉华工制造的第二代大型激光切割机与正在批量制造的***代国产化产品相比,切割速度、切割质量和安全稳定性能都有了很大提高。此外,第三代大型激光切割机产品的研发工作正在顺利进行,样机将于2005年初问世。朱晓表示,自20世纪90年代末,中国激光加工设备的工艺技术和制造水平有了重大突破,关键光学器件实现国产化,数控技术也有了大幅提高,加上通过引进吸收海外先进技术,中国造前列激光加工设备在质量、功能、稳定性等方面与国际**品牌的差距已逐渐缩小。宜兴定制激光切割加工供应商雕刻速度: 雕刻速度指的是激光头移动的速度,通常用IPS(英寸/秒)表示,高速度带来高的生产效率。

——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104 W/cm2~105 W/cm2之间。(2) 激光火焰切割激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
已大量用在给电子元器件、集成电路打商标型号、给印刷电路板打编号等。紫外波段激光技术发展很快,由于材料在紫外波激光作用下发生电子能带跃迁,打破或削弱分子间的结合键,从而实现剥蚀加工,加工边缘十分齐整,因此在激光标记技术中异军突起,尤其受到微电子行业的重视。 [3]激光切割的加工精度是由加工机性能、光束品质、加工现象而决定的整体精度。一、 关于尺寸变化即使按照程序进行切割,也有加工产品无法满足精度要求的情况。所以需要根据不同的情况采取对策。包括光化学沉积、立体光刻、激光雕刻刻蚀等。

(3)发生穿孔不良的时间随着加工时间的推移,加工不良的发生次数只见增加不见减少时,其原因可能是发振器故障引起的输出功率变动。如果增加冷却时间就能恢复的话,其原因可能是光学部件热透镜的作用引起的。这种情况下就需要维修光学部件,并与供应商联系。(4)发生穿孔不良的材料对于发生穿孔不良的材料,要确认过去是否进行过良好加工,确认记录很重要。如果有过去加工的记录,就不需要调整加工条件,可以认定是加工机和光学部件的缺陷,进行检查找出原因。小光斑的透镜用于高分辨率的雕刻。大光斑的透镜用于较低分辨率的雕刻,但对于矢量切割,它是选择。新吴区定制激光切割加工现货
用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。锡山区直销激光切割加工批量定制
3、激光打标应用激光打标具有打标精度高、速度快、标记清晰等特点。激光打标兼容了激光切割、雕刻技术的各种优点,可以在各种材料上进行精密加工,还可以加工尺寸小且复杂的图案,激光标记具有**磨损的防伪性能。激光加工在电子行业应用在电子工业中的应用激光加工技术属于非接触性加工方式,所以不产生机械挤压或机械应力,特别符合电子行业的加工要求。另外,还由于激光加工技术的高效率、无污染、高精度、热影响区小,因此在电子工业中得到广泛应用。锡山区直销激光切割加工批量定制
无锡通硕精密机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来通硕供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
它包括激光器(8)和其输出光路上的气体喷头(2),所说气体喷头(2)的一端为窗口(10)、另一端为与激光器(8)光路同轴的喷口(6),气体喷头(2)的侧面连接有气管(11),特别是所说气管(11)与空气或氧气源(1)相连接,所说空气或氧气源(1)的压力为0.1~0.3MPa,所说喷口(6)的内壁为圆柱状,其直径为1.2~3mm、长度为1~8mm;所述的氧气源(1)中的氧气占其总体积的60%,所述的激光器(8)和气体喷头(2)间的光路上置有反射镜(9)。它能提高雕刻的效率,使被雕刻处的表面光滑、圆润,迅速地降低被雕刻的非金属材料的温度,减少被雕刻物的形变和内应力;可***地用于对各种非金属材料进...
- 滨湖区购买激光切割加工批量定制 2025-07-10
- 无锡便捷式激光切割加工量大从优 2025-07-09
- 江苏节能激光切割加工服务热线 2025-07-09
- 徐州附近激光切割加工图片 2025-07-09
- 锡山区购买激光切割加工供应商 2025-07-09
- 梁溪区定制激光切割加工现货 2025-07-09
- 新吴区本地激光切割加工厂家直销 2025-07-09
- 无锡节能激光切割加工供应商 2025-07-09
- 江阴直销激光切割加工厂家现货 2025-07-09
- 苏州本地激光切割加工服务热线 2025-07-08

- 苏州节能激光切割加工现货 2025-07-07
- 苏州附近激光切割加工哪家好 2025-07-06
- 滨湖区本地激光切割加工量大从优 2025-07-06
- 常州购买激光切割加工厂家现货 2025-07-06
- 锡山区直销激光切割加工图片 2025-07-06
- 江阴购买激光切割加工图片 2025-07-05



- 滨湖区购买焊机批量定制 07-10
- 无锡便捷式激光切割加工量大从优 07-09
- 梁溪区本地焊机量大从优 07-09
- 新吴区定制钣金加工厂家直销 07-09
- 江苏节能激光切割加工服务热线 07-09
- 梁溪区便捷式焊机厂家直销 07-09
- 锡山区本地焊机厂家供应 07-09
- 徐州附近激光切割加工图片 07-09
- 惠山区直销不锈钢加工定制厂家现货 07-09
- 苏州销售焊机图片 07-09