- 品牌
- 汉牌智能
- 型号
- 齐全
焊管机的灵活性体现在其能够生产多种规格和形状的管材。通过更换不同的轧辊模具和调整设备的工艺参数,焊管机可以轻松地从生产圆形焊管切换到生产方形、矩形或其他异型管。这种灵活性使得企业能够根据市场需求,快速调整生产产品,满足不同客户的多样化需求。例如,在建筑装饰领域,客户可能需要各种特殊形状和尺寸的装饰用管,焊管机能够通过灵活的调整,生产出符合要求的产品。同时,对于不同材质的带钢,如碳钢、不锈钢、合金钢等,焊管机也能通过适当的工艺调整,实现高质量的焊接和成型。这种灵活性很大的提高了设备的使用价值和企业的市场适应能力。焊管机的焊接电极采用铬锆铜材质,具有良好的导电性和耐磨性。安徽设备焊管机按需设计

焊管机的人才培养与技术传承:人才培养和技术传承是焊管机行业持续发展的关键因素。随着焊管机技术的不断进步和创新,对专业人才的需求日益增加。企业需要培养一批既懂机械设计、制造,又熟悉焊接技术、自动化控制等多方面知识的复合型人才。为此,许多企业与高校、职业院校合作,开展产学研合作项目,建立实习基地,为学生提供实践机会,培养符合企业需求的专业人才。同时,企业内部注重对现有员工的培训和技能提升,通过举办技术讲座、内部培训课程、技术交流活动等方式,让员工及时了解行业新的技术动态和发展趋势,不断提高员工的技术水平。此外,在技术传承方面,企业鼓励经验丰富的老员工与年轻员工进行 “传帮带”,将宝贵的实践经验和技术诀窍传授给新一代员工,确保企业的技术能够得到延续和发展,为焊管机行业的长远发展提供坚实的人才保障。山东食品机械输送管焊管机供应商智能控制焊管机根据管材材质自动调整焊接参数。
焊管机的操作要点 - 设备启动与停止:正确的设备启动与停止操作对于焊管机的正常运行和寿命至关重要。在启动设备前,要对设备进行全部的检查,包括电气系统、润滑系统、传动系统等,确保各系统正常工作。检查无误后,先开启辅助设备,如冷却系统、通风系统等,然后按照操作规程启动主机。启动过程中要密切关注设备的运行状态,如电机的电流、声音等,如有异常应立即停机检查。在停止设备时,要先逐渐降低设备的运行速度,待管材生产完成后,停止主机运行,然后关闭辅助设备。停止设备后,要对设备进行清理和维护,为下一次启动做好准备。正确的启动与停止操作能够减少设备的冲击和磨损,延长设备的使用寿命。
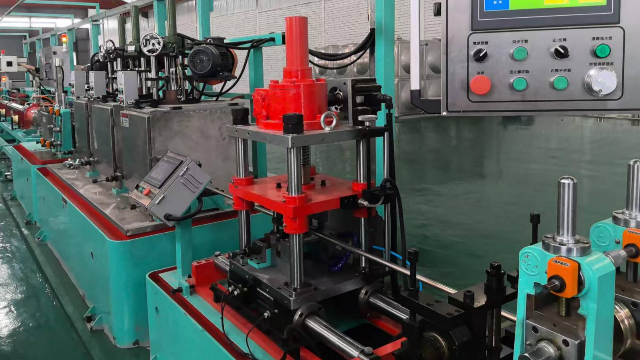
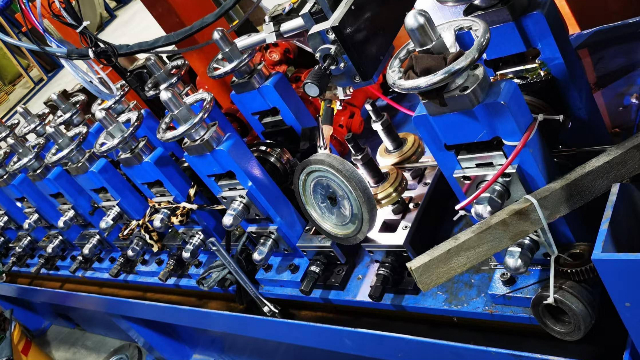
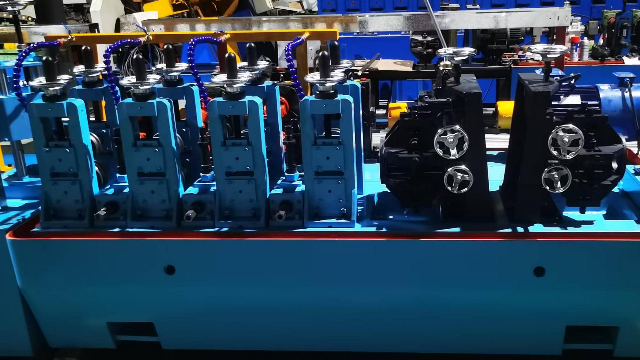
焊管机的工作原理焊管机的工作原理基于金属的塑性变形和焊接技术。首先,带钢通过开卷机被展开,然后进入矫平机,将带钢表面的不平整消除,确保其平整度符合后续加工要求。接着,经过成型机,带钢在一系列轧辊的作用下逐渐被弯曲成圆形或其他特定形状。此时,管材的边缘被送至焊接区域,利用高频电流或其他焊接方式,使管材边缘迅速加热并融合在一起,形成牢固的焊缝。然后通过定径机对焊接后的管材进行尺寸校准,使其达到精确的外径和壁厚尺寸。整个过程自动化程度高,能够高效、稳定地生产出各种规格的焊管。焊管机的焊接电源效率可达 90% 以上,降低能耗成本。

焊管机作为金属管材制造领域的设备,其工作原理融合了金属塑性变形与焊接工艺的精妙之处。在生产起始阶段,成卷的金属板材由放卷装置平稳展开,这一过程需精细控制张力,防止板材出现褶皱或断裂,为后续工序提供连续且平整的原料。紧接着,板材进入矫平机,借助多组轧辊的协同运作,消除运输与储存过程中产生的变形,使其达到理想的平整度,为成型工序筑牢基础。随后,在成型机中,通过精心设计的多组轧辊,依据特定的模具形状,逐步将板材弯曲成所需的管形,这一过程对轧辊精度与模具设计要求极高,直接决定了管材的尺寸精度与形状质量。焊接系统发挥关键作用,常见的电阻焊利用电流通过焊件产生的电阻热,瞬间将焊件局部加热至塑性或熔化状态,实现牢固焊接;氩弧焊则以氩气为保护气体,借助电弧热量熔化焊丝与母材,形成高质量焊缝。整个流程紧密衔接,依托先进的电气控制系统,实现了高效、精细的管材生产,满足了现代工业对焊管多样化、高精度的需求。焊管机的焊接速度可达每分钟 15 米,能快速地提升生产效率。广东精密型焊管机按需设计
焊管机的维护周期根据生产强度建议每运行 2000 小时进行一次全范围保养。安徽设备焊管机按需设计
焊管机生产的焊管在尺寸精度方面表现出色,这得益于先进控制系统与精密模具设计。生产过程中,设备控制系统实时监测、调整各工序参数,严格控制管材外径、壁厚等尺寸误差。成型工序中,高精度数控系统精确控制轧辊位置与运动轨迹,使板材按预定模具形状弯曲,保证尺寸精度。焊接工序中,稳定的焊接电流、电压与速度确保焊缝质量均匀,避免因焊接缺陷造成尺寸偏差。焊管机使用的模具采用先进制造工艺与好的材料,模具精度与表面质量直接传递到管材上,保证圆周与轴向尺寸精度,满足航空航天、精密机械制造等对精度要求极高的领域。对于特殊规格焊管,还可定制模具和工艺,实现个性化尺寸精度控制,为客户提供高质量产品解决方案。安徽设备焊管机按需设计
- 江西钛管焊管机代理商 2025-06-28
- 广东工业管焊管机货源 2025-06-27
- 江苏大型焊管机销售厂家 2025-06-27
- 江西一体化焊管机供应商 2025-06-27
- 福建材料焊管机批发商 2025-06-27
- 山东水管焊管机外贸 2025-06-27
- 安徽材料焊管机外贸 2025-06-27
- 安徽水管焊管机销售厂家 2025-06-27