- 品牌
- 通硕
- 型号
- 齐全
2:车体修复 (将因撞击或翻转造成的铁板凹陷,梁架弯曲,尺寸位移等伤害进行更换,拉伸,焊接等修复)3:钣金件修复 (将所有破损的应修复钣金件进行粘接,焊接等外观及尺寸复原)4: 钣金件严修(将修复后的车门车灯等钣金和移位的机械电器等非钣金件进行复位,这需要高超的技艺和不懈的耐心,才能做到精细的安装和美观)5:全车安装 (喷漆后将所有钣金件进行安装和固定,以及全部活动钣金部件的测试工作)6:出厂结束在汽车制造和维修,许多钣金结构件的形状是非常复杂的,为了避免板材的困难,薄板金属材料必须具有良好的工艺性能要求,即:指工件经过LASER切割或数控冲床冲裁的工艺过程。苏州销售钣金加工厂家供应

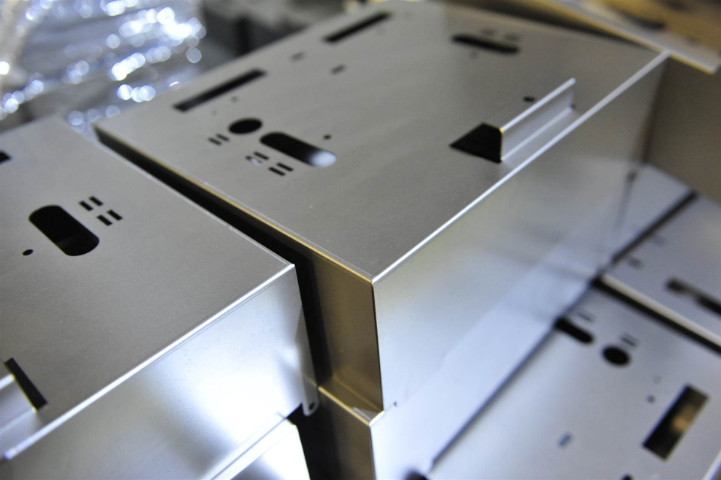
钣金件具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金件是必不可少的组成部分。随着钣金的应用越来越***,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。适合于冲压加工的钣金材料非常多,广泛应用于电子电器行业的钣金材料包括:江阴附近钣金加工厂家直销热轧板SHCC,材料T≥3.0mm ,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。

按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。 本规范阐述每一种加工方式所要注意的工艺要求。1.下料下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方式主要为数冲和激光切割。2.折弯材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
碰撞事故车辆的修复不再是简单的汽车钣金的敲敲打打,修复的质量也不能单靠肉眼去观察车辆的外观、缝隙。维修人员不但要了解车身的技术参数和外型尺寸,更要掌握车身材料特性,受力的特性的传递车身变形趋势和受力点以及车身的生产工艺如焊接工艺等。在掌握这些知识的基础上,维修人员还要借助先进的测量工具,通过精细的车身三维测量,以判断车身直接的间接受损变形的情况,以及因车身变形存在的隐患,制订出完整的车身修复方案,然后配合正确的维修工艺与准确的称身各关键点的三维尺寸数据,将车身各关键点,恢复到原有的位置将受损车身恢复到出厂时的状态。激光可实现燃气轮机的燃烧器部件打孔加工,打孔效果可实现三维方向,数量可达到上千个。

钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加工就叫钣金加工。金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,主要工序有剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。零件金属板材加工就叫钣金加工。苏州销售钣金加工厂家供应
也叫“翻边”,指在普通冲床或其他设备上使用模具对工件形成圆孔边翻起的工艺。过程。苏州销售钣金加工厂家供应
⒋3 为了降低消耗,提高材料利用率,要合理计算采取套裁方法。⒋4 将合格的材料整齐的堆放在机床旁。⒋5 给剪板机各油孔加油。⒋6 检查剪床刀片是否锋利及紧固牢靠,并按板料厚度调整刀片间隙中国锻压协会协会名称:中国锻压协会金属钣金制作委员会英文名称:China Metal Fabrication Group (CMFG)随着中国制造业的崛起,中国钣金及制作行业得以迅速发展。2009年全行业现有3万企业(车间),180万从业人员,年生产钣金件约4200万吨,销售总额达5000亿元人民币。苏州销售钣金加工厂家供应
无锡通硕精密机械有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**通硕供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。苏州附近钣金加工厂家直销在满足产品...
- 新吴区定制钣金加工厂家直销 2025-07-09
- 南京节能钣金加工图片 2025-07-08
- 滨湖区购买钣金加工量大从优 2025-07-08
- 徐州便捷式钣金加工量大从优 2025-07-08
- 徐州销售钣金加工厂家供应 2025-07-07
- 滨湖区销售钣金加工供应商 2025-07-07
- 常州销售钣金加工供应商 2025-07-07
- 惠山区购买钣金加工哪家好 2025-07-07
- 南京定制钣金加工图片 2025-07-07
- 梁溪区销售钣金加工图片 2025-07-07


- 常州本地钣金加工服务热线 2025-07-05
- 常州直销钣金加工图片 2025-07-04
- 常州购买钣金加工图片 2025-07-04
- 锡山区购买钣金加工供应商 2025-07-03
- 滨湖区定制钣金加工量大从优 2025-07-02
- 宜兴定制钣金加工批量定制 2025-07-02



- 滨湖区购买焊机批量定制 07-10
- 无锡便捷式激光切割加工量大从优 07-09
- 梁溪区本地焊机量大从优 07-09
- 新吴区定制钣金加工厂家直销 07-09
- 江苏节能激光切割加工服务热线 07-09
- 梁溪区便捷式焊机厂家直销 07-09
- 锡山区本地焊机厂家供应 07-09
- 徐州附近激光切割加工图片 07-09
- 惠山区直销不锈钢加工定制厂家现货 07-09
- 苏州销售焊机图片 07-09