- 品牌
- 鼎力,帝鼎
- 型号
- 鼎力,帝鼎
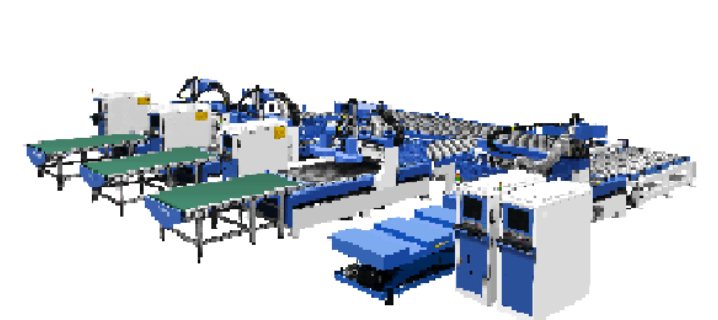
绿色制造体系的全链条革新:数控加工生产线正构建 “零排放、低能耗、全回收” 的绿色生态。节能型伺服电机采用永磁同步技术,能耗较异步电机降低 40%,配合能量回馈系统,可将制动能量转化为电能重新利用。切削液循环系统引入膜分离技术,过滤精度达 0.1μm,使切削液使用寿命延长 5 倍,废液处理成本下降 80%。金属废料通过等离子体熔融技术实现 100% 回收,某汽车模具厂应用后,每年减少固体废弃物排放 2000 吨,碳排放强度下降 32%,达到 ISO 14064 碳中和认证标准。输送带平稳前行,工件有序更迭,自动化生产线确保流程顺畅无阻。上海柜体生产线报价

自动化上下料系统的效率六轴机器人与数控加工中心的协同作业实现 “无人化加工单元”。库卡 KR 10 R1100-2 机器人配备视觉定位相机(分辨率 1280×1024)与真空吸盘(吸附力 20kPa),0.8 秒内完成工件识别,3 秒内完成抓取与装夹。某 3C 产品精密结构件生产线采用双工位交换工作台,加工与上下料同步进行,机床利用率从 55% 提升至 92%,单台设备年产能从 8 万件提升至 21 万件,人工成本下降 70%,夜间可实现 12 小时无人值守生产。高速切削技术的材料加工极限高速切削(HSM)技术通过提升线速度(>40m/min)突破传统加工瓶颈。德玛吉 HSC 75 linear 机床以 40000r/min 转速加工 6061 铝合金,材料去除率达 1500cm³/min,是传统工艺的 6 倍,且 95% 的切削热随切屑排出,工件温升<5℃。某无人机机架生产线应用后,加工周期从 48 小时缩短至 8 小时,表面粗糙度 Ra 从 3.2μm 降至 0.4μm,省略抛光工序,同时刀具寿命延长 25%,得益于切削力峰值降低 30%。辽宁乐器生产线数控加工中心生产线以高精度定位能力为中心,确保零件加工误差控制在微米级范围内。

实木家具铣型的五轴联动应用实木铣型依赖五轴加工中心与纹理识别技术,如加工中式家具的回字纹、欧式罗马柱时,视觉传感器实时捕捉木材纤维方向,系统自动调整铣削角度(偏差 ±3°),减少撕裂缺陷。某红木家具厂使用五轴铣型设备(主轴转速 20000r/min)加工圈椅扶手,表面粗糙度 Ra≤1.2μm,无需人工打磨,效率较传统工艺提升 8 倍,人工成本降低 50%,且曲面精度达 ±0.15mm,满足榫卯结构的严丝合缝要求。激光封边技术的环保与品质突破激光封边机通过 40W 光纤激光器熔融封边带背面的 PUR 胶层,胶线宽度<0.1mm,无溶剂挥发,环保等级达 ENF 级(甲醛释放量≤0.012mg/m³)。
高速切削技术向 “超高速” 迈进,电主轴转速突破 150000r/min,配合碳纤维增强陶瓷导轨,进给速度可达 80m/min。在铝合金航空结构件加工中,采用 “高速铣削 + 激光辅助加热” 复合工艺,材料去除率达 2000cm³/min,较传统工艺提升 8 倍,同时切削力降低 35%,减少工件变形。日本某企业开发的车铣复合加工中心,集成五轴联动与超声波振动切削功能,可在一次装夹中完成复杂轴类零件的车削、铣削、滚齿等 10 余道工序,加工时间缩短 60%,精度提升至 IT5 级。自动化生产线,以先进的焊接工艺,牢固连接,打造坚实产品架构。

深孔加工工艺在数控加工中的应用在一些机械零件加工中,深孔加工是常见的工艺需求。数控加工生产线配备了专业的深孔加工设备与工艺。例如,采用枪钻、BTA 钻等深孔加工刀具,配合高精度的深孔钻床。在加工液压油缸缸筒时,深孔钻床能够在数控系统的精确控制下,实现对深孔的高精度加工。通过优化切削参数与冷却方式,可保证深孔的直线度在 0.05mm/m 以内,孔径公差控制在 ±0.02mm,表面粗糙度 Ra≤1.6μm,满足液压油缸对深孔质量的严格要求 。自动化生产线,借高效的包装设备,快速封装,迎接市场挑战。浙江模压生产线定制
机械臂快速切换工具,灵活作业,自动化生产线适应多样任务。上海柜体生产线报价
数控加工生产线的远程监控与诊断借助互联网技术,数控加工生产线实现了远程监控与诊断功能。企业管理人员与技术人员可通过手机、电脑等终端设备,实时查看生产线的运行状态,包括设备的运行参数、规格、加工进度、质量数据等。当设备出现故障时,远程诊断系统可快速分析故障原因,并提供相应的解决方案。例如,通过远程查看设备的报警信息与运行日志,技术人员可在异地指导维修人员进行故障排除,缩短设备停机时间,提高设备的可用性 。上海柜体生产线报价


- 安徽柜体生产线售后服务 2025-06-09
- 安徽柜体开料自动生产线生产企业 2025-06-09
- 福建大板套裁全自动化生产线技术指导 2025-06-09
- 广东定制家具自动生产线生产企业 2025-06-08
- 河南柜体开料自动生产线厂家报价 2025-06-08
- 辽宁柜体开料自动生产线技术指导 2025-06-08
- 江西定制家具自动生产线厂家直销 2025-06-07
- 浙江柜体生产线批量定制 2025-06-07