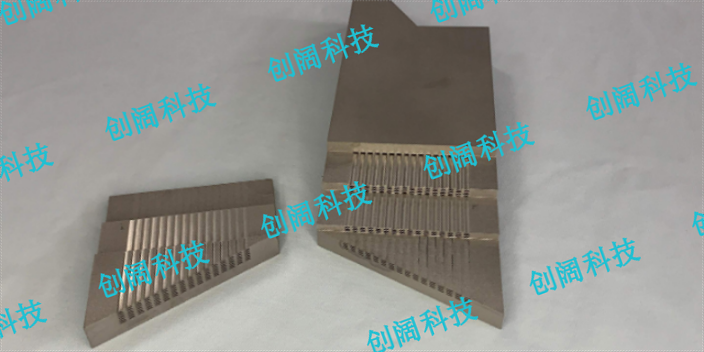
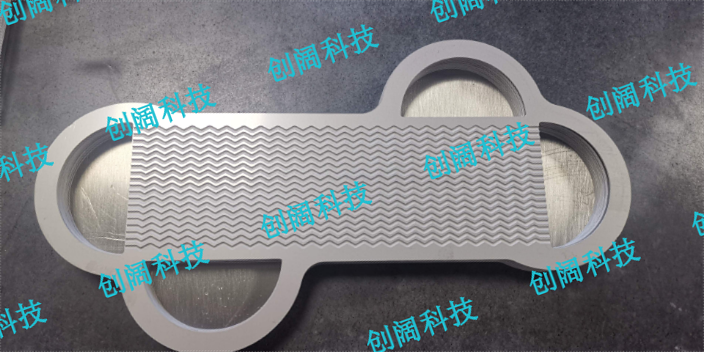
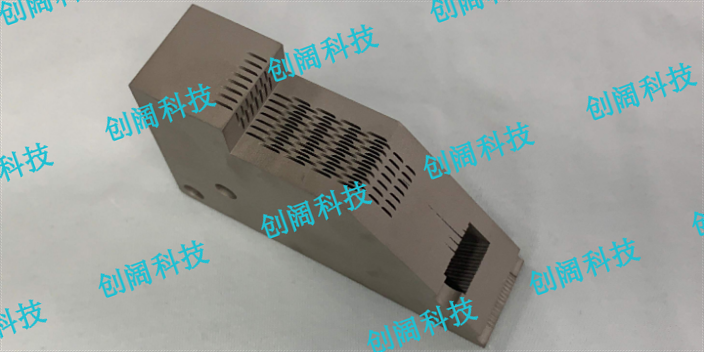
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。创阔科技加工微通道换热器,微米级等多种结构。宝山区微通道换热器欢迎咨询
复杂的气固相催化微反应器一般都耦合了混合、换热、传感和分离等某一功能或多项功能。具有特征的气相微反应器是麻省理工学院RaviSrinivason等设计制作的T形薄壁微反应器。该反应器用于氨的氧化反应,氨气和氧气分别从T形反应器的两侧通道进入,分别经过流量传感器,在正下方通道进口处混合,正下方通道壁外侧装有温度传感器和加热器,而T形反应器的薄壁本身就是一个换热器,通过变化薄壁的制作材料改变热导率和调整壁厚度,可以控制反应热量的移出,从而适合放热量不同的各种化学反应。此外,Franz等还设计制作了一种用于脱氢/加氢反应的微膜反应器,因为耦合了膜分离功能,反应物和产物在反应的同时进行分离,使平衡转化率不断提高,同时产物的收率也有所增加。耦合反应、加热和冷却3种功能的微反应器T形薄壁微反应器微膜反应器及其制作流程液液相反应的一个关键影响因素是充分混合,因而液液相微反应器或者与微混合器耦合在一起,或者本身就是一个微混合器。专为液液相反应而设计的与微混合器等其他功能单元耦合在一起的微反应器案例为数不多。主要有BASF设计的维生素前体合成微反应器和麻省理工学院设计的用于完成Dushman化学反应的微反应器。创阔金属微通道换热器技术指导多结构型换热器创阔科技。
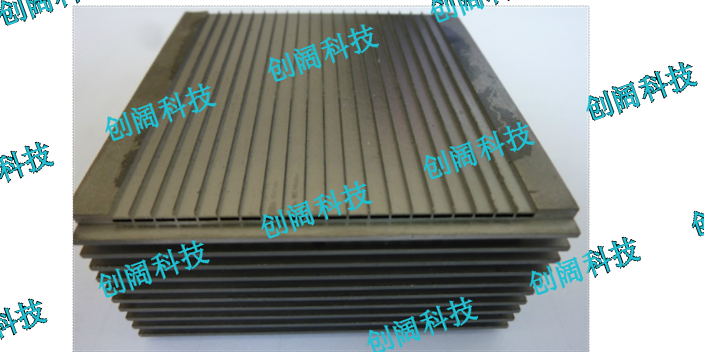
创阔科技换热器有多种,以平板式换热器为例。现阶段创阔科技的平板式换热器制造工艺以真空扩散焊接加工,而钎焊方法因为服役环境对钎料的限制而存在很大的局限性,使用寿命有限,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。而且,更有甚者,随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。
盖板上的容器内装有铂电极,用于加载电流。气液相微反应器的研究较之液液相微反应器更少,所报道的微反应器按照气液接触的方式可分为两类。T形液液相微反应器一类是气液分别从两根微通道汇流进一根微通道,整个结构呈T字形。由于在气液两相液中,流体的流动状态与泡罩塔类似,随着气体和液体的流速变化出现了气泡流、节涌流、环状流和喷射流等典型的流型,这一类气液相微反应器被称做微泡罩塔。另一类是沉降膜式微反应器,液相自上而下呈膜状流动,气液两相在膜表面充分接触。创阔科技制作氢气换热器,微通道换热器,印刷板式换热器,专业设计加工。
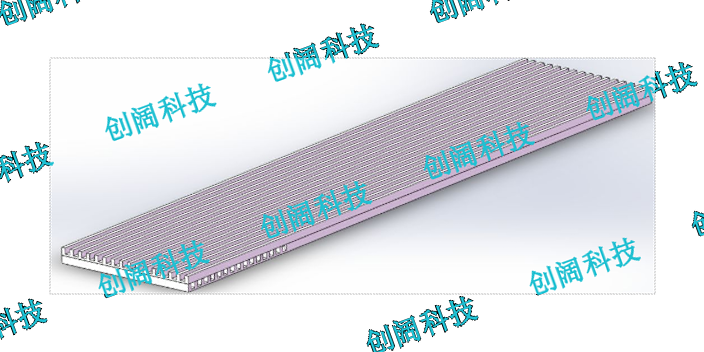
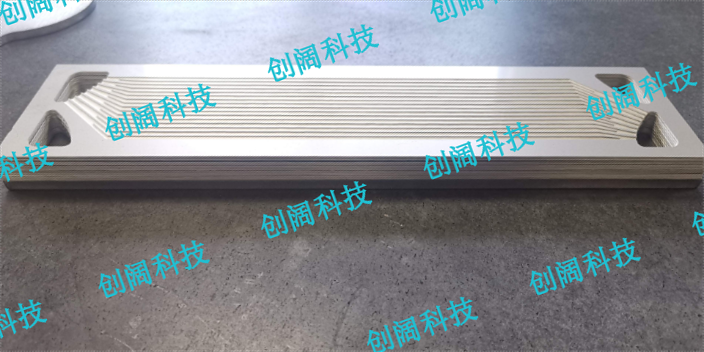
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。多层焊接式换热器,找创阔科技。奉贤区创阔科技微通道换热器
微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展,创阔科技添砖加瓦。宝山区微通道换热器欢迎咨询
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。宝山区微通道换热器欢迎咨询