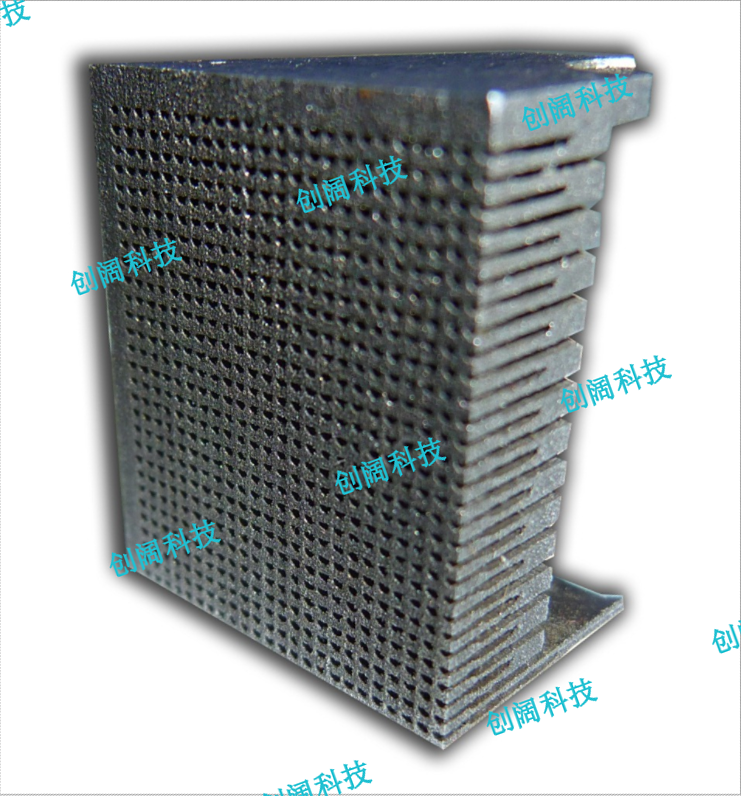
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。微米和纳米级的微通道是微化工设备系统的主要组成部分,创阔科技为其研发制作一站式服务。宝山区微通道换热器服务至上
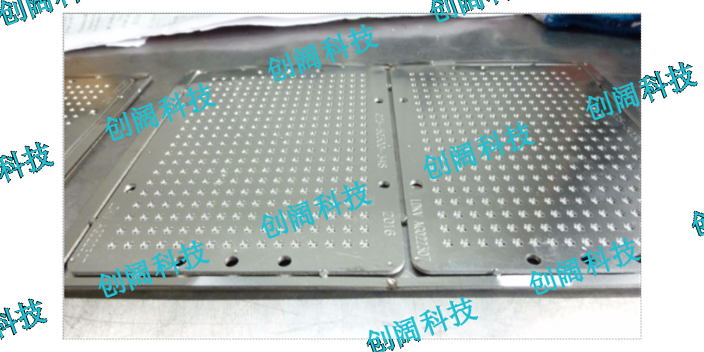
近年来,微化工技术已成为化学工程学科中一个新的发展方向和研究热点。微化工设备的主要组成部分是特征尺度为纳米到微米级的微通道,因此,微通道内的流体流动和传递行为就成为微化工系统设计和实际应用的基础,对其进行系统深入的研究具有重要意义。20世纪90年代初,可持续与高新技术发展的需要促进了微化工技术的研究,“创阔科技”其主要研究对象为特征尺度在微米级的微通道,由于尺度的微细化使得微通道中化工流体的传热、传质性能与常规系统相比有较大程度的提高,即系统微型化可实现化工过程强化这一目标。自微通道反应器面世以来,微通道反应技术的概念就迅速引起相关领域**的浓厚兴趣和关注,欧美、日本、韩国和中国等都非常重视这一技术的研究与开发。由于特征尺度的微型化,微化工技术的发展在技术领域中构成了重大挑战,也为科学领域带来许多全新的问题,在微尺度的化工系统中,传统的“三传一反”理论需要修正、补充和创新,系统的表面和界面性质将会起重要作用,从宏观向微观世界过渡时存在的许多科学问题有待于发现、探索和开拓。特征尺度为微米和纳米级的微通道是微化工设备系统的主要组成部分,微通道内的单相、气液和液液两相流是微流体学的主要研究内容。宝山区微通道换热器服务至上创阔科技加工微通道换热器,微米级等多种结构。
盖板上的容器内装有铂电极,用于加载电流。气液相微反应器的研究较之液液相微反应器更少,所报道的微反应器按照气液接触的方式可分为两类。T形液液相微反应器一类是气液分别从两根微通道汇流进一根微通道,整个结构呈T字形。由于在气液两相液中,流体的流动状态与泡罩塔类似,随着气体和液体的流速变化出现了气泡流、节涌流、环状流和喷射流等典型的流型,这一类气液相微反应器被称做微泡罩塔。另一类是沉降膜式微反应器,液相自上而下呈膜状流动,气液两相在膜表面充分接触。
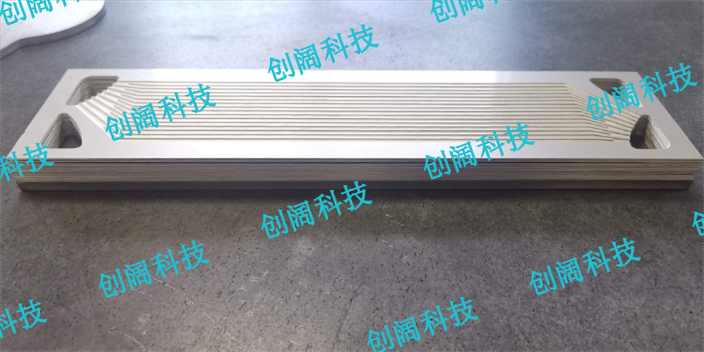
创阔能源科技流量对于换热效率的影响在低介质流量时,金属换热器的换热效率随介质流量的变化存在一个最大值,亦即对于确定结构的换热器而言,存在一个比较好的操作流量值。并且,在相同的流量偏差下,系统效率在亚负荷操作时,效率降低幅度要比在超负荷操作时大得,因此,在一定范围内,金属微通道换热器可超负荷运行,不宜在亚负荷状态下操作,这点与常规尺度换热器系统有明显的区别。在高介质流量时,器壁轴向导热对换热效率的影响逐渐减弱。随介质流量的增加,换热效率逐渐减小。创阔科技致力于加工设计微通道换热器。
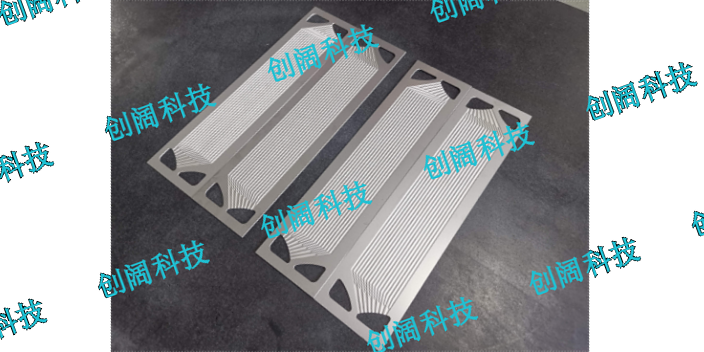
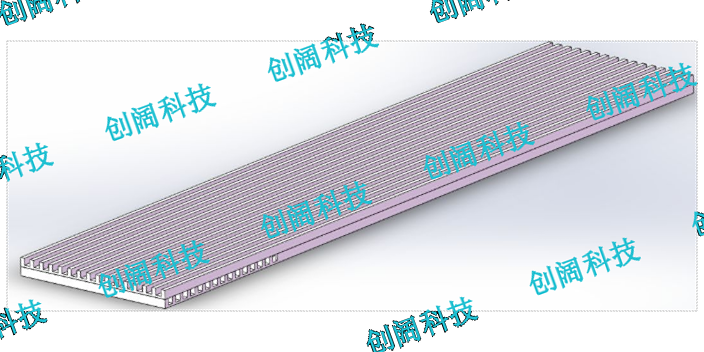
换热器(heatexchanger),是将热流体的部分热量传递给冷流体的设备,又称热交换器。换热器在化工、石油、动力、食品及其它许多工业生产中占有重要地位,其在化工生产中换热器可作为加热器、冷却器、冷凝器、蒸发器和再沸器等,应用之广。创阔科技在不断的研发创新现已适用于不同介质、不同工况、不同温度、不同压力的换热器,结构型式也不同,然而换热器在石油、化工、轻工、制药、能源等工业生产中,常常用作把低温流体加热或者把高温流体冷却,把液体汽化成蒸汽或者把蒸汽冷凝成液体。换热器既可是一种单元设备,如加热器、冷却器和凝汽器等;也可是某一工艺设备的组成部分,如氨合成塔内的换热器。换热器是化工生产中重要的单元设备,根据统计,热交换器的吨位约占整个工艺设备的20%有的甚至高达30%,其重要性可想而知。异形微通道换热器,创阔科技设计加工。宝山区微通道换热器服务至上
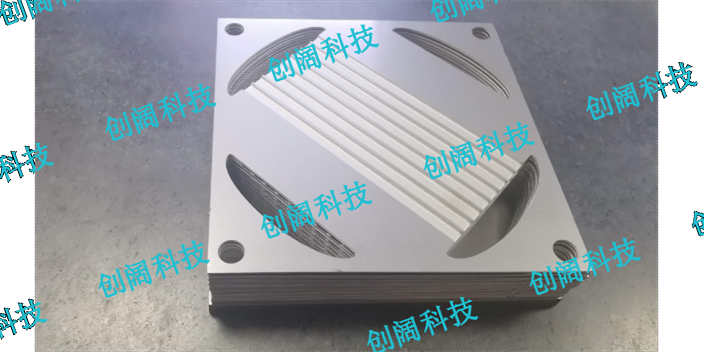
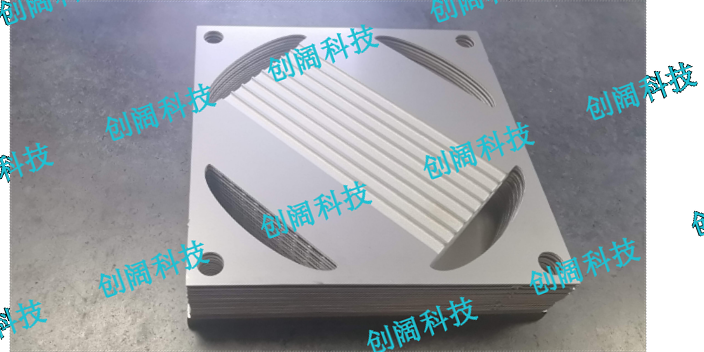
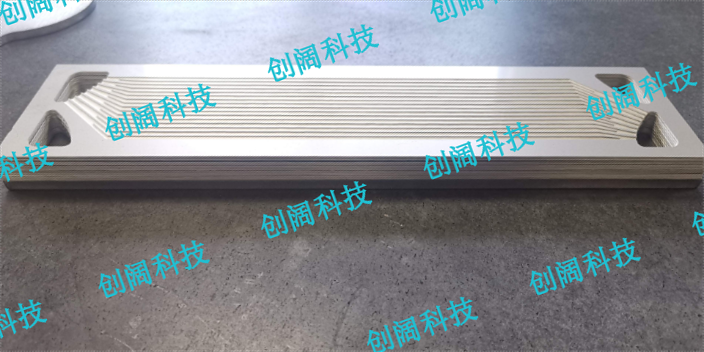
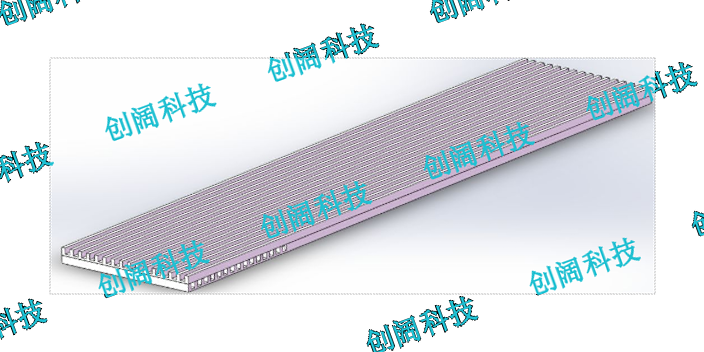
微通道通过各向异性的蚀刻过程可完成加工新型换热器,创阔科技。宝山区微通道换热器服务至上
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。宝山区微通道换热器服务至上