所述紧固部位于所述限位部及所述绕线部之间,且对应所述绕线部设置。8.根据权利要求7所述的绕线机,其特征在于,所述紧固部包括相对设置于所述机架上的两个固定板、连接两个所述固定板的连接杆,以及转动设置于所述连接杆上的旋转轮,两个所述连接杆平行设置,其中一个所述连接杆靠近所述机架设置所述固定板的表面,所述旋转轮沿所述连接杆可滑动,且所述旋转轮的转轴与所述转动部的转轴平行。9.根据权利要求1所述的绕线机,其特征在于,所述固定部相对的两个表面均设置一所述转动部,所述固定部内设置主电机,所述主电机分别连接两个所述转动部,所述滑动部、所述抵接部、所述传动部及所述限位部均为两个,每个所述抵接部、所述传动部及所述限位部均对应一个所述转动部设置。10.根据权利要求1所述的绕线机,其特征在于,所述滑动部为气缸结构。【**摘要】本实用新型涉及一种绕线机,包括:机架、均设置于机架上的传动部、限位部、以及绕线部,绕线部包括设置于机架上的固定部及滑动部、旋转设置于固定部上的转动部、旋转设置于滑动部上的抵接部,其中,转动部与抵接部相对间隔设置,且转动部及抵接部的旋转轴位于同一直线上,抵接部沿旋转轴方向可移动。 因为该设备的放线张力器是固定在滚珠丝杆排线杆上的,所以,采用毛毡压紧方式控制张力。厦门无人机绕线机自动化产线
每一个拨线组件上均设置有一可沿Z轴活动的排线档杆;轮毂驱动装置包括固定在工作台上的固定架,枢接在固定架上的转轴组件,用于带动转轴组件转动的定子轮毂驱动电机,定子轮毂安装在转轴组件的前端。2.如权利要求1所述的电动车定子绕线机,其特征在于,转轴组件包括,芯轴;锁紧套;该锁紧套套装于芯轴的前端,其直径由芯轴的前端向着芯轴的后端逐渐减小;轴套,套接在芯轴上,该轴套的前端设置有套合在锁紧套外部的抓爪,定子套合在抓爪的外部;锁紧螺母,螺接在芯轴的后端部,轴套被限定在该锁紧螺母和锁紧套之间;固定架上安装有一锁紧电机,该锁紧电机用于带动锁紧螺母转动并向前挤压轴套。3.如权利要求2所述的电动车定子绕线机,其特征在于,锁紧套和芯轴通过一个沿其二者径向穿过的锁定销同步联接。4.如权利要求2所述的电动车定子绕线机,其特征在于,轮毂驱动装置还包括一固定在工作台上并位于定子轮毂一侧的CCD影像监视装置,以及位于安装在固定架上位于定子轮毂另一侧的定位传感器。5.如权利要求1所述的电动车定子绕线机,其特征在于,安装横梁上设置有横向直线导轨,两拨线组件分别包括滑动的安装在横向直线导轨上的排线安装座。 温州手牌线绕线机速率是多少在绕制细微漆包线和贵金属合金细丝时,由于线径细,如果张力太大,就会断丝或将线拉长。
自动绕线机能够自动停车,具有液压压紧线装置。电力变压器绕线机适用于电力变压器线圈及类同线圈绕制的设备。机电一体化的绕线机,由于使用了PLC和变频器,其性能是传统继电器控制系统所不能比拟的。这些性能很好的满足了生产实际的要求,使产品质量和生产效率明显提高,电机定子绕线机,操作更安全可靠。实践证明,在生产设备中采用**的技术手段,可以创造更多的社会效益和经济价值。自动绕线机在绕线机面板上装有“急停”开关,在特殊需要的情况下可以立即停车,重新“起动”后,圈数仍能累计上去,如有特殊需要,排线、跳档也可以采用手动。数控自动绕线机由计数调速和机电控制两大部分构成。计数调速部分主要由控制器、绕线电机、调速电路、干簧传感器、计数器、符合电路和输入给定等几部分组成。机电控制部分由机电控制、排线机构和跳档机构组成。
适用于电力变压器线圈、电机线圈及其它线圈的的绕制1、采用制动电机、节能节电。2、高速扭矩力大、断电自动刹车。本绕线机适用于各类中小型配电变压器使用,主要结构由变速箱体、尾架、电控箱、脚踏开关等组成。齿轮于轴采用45#质量碳钢调制工艺制作,机械变速,外购度精度蜗杆转动箱,噪音小,无泄油、转动平稳,制动可靠,电子可逆计数,断电记忆功能。设备用途:3、采用变频器控制电机的转速(无级调速),4、电子计数六位数显(断电仍有记忆。正反转自动判断记数)5、设备进入待机状态下,通过操作脚踏开关设备启动,脚踏开关左右操作设备实现正、反旋转。6、启动平稳操作简单12、**大排线幅度:1000mm7、电子刹车时间可调。13、排线轴**小分辨率:8、计数容量:99999914、**大骨架直径:650mm9、计数误差15、可绕线径:—(可根据客户定做)10、工作电源380v50Hz16、绕线轴**高转速:0-150转/分。 原理就是飞叉上有一个线嘴,线架上的漆包线从线嘴出来,控制系统调整速度,机器先复位,飞叉部分开始运行。

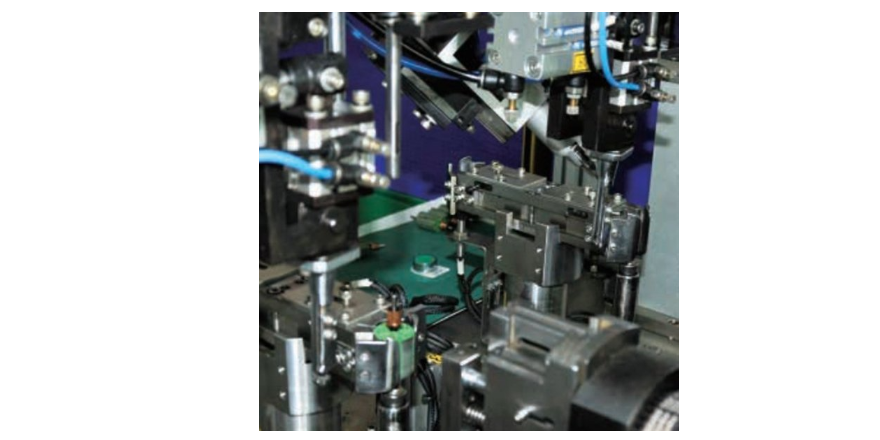
夹持送线装置200的结构请详细参见图3和图4,其包括夹持送线固定座210,阻尼器220,夹持组件230,送线驱动电机240,以及线嘴250,其中夹持送线固定座210为一板状结构,阻尼器220固定安装在夹持送线固定座210的后端部,夹持组件230能够沿着夹持送线固定座210的长度方向(即X轴)运动,其运动是由送线驱动电机240带动的,线嘴250安装在夹持送线固定座210的前端部,线材经由阻尼器220进入,穿过夹持组件230后,并**终进入到线嘴250中,并由线嘴250上的穿线孔穿出,供定子绕线。夹持组件230用于在送线过程中提供夹持线材的夹持力,夹持组件230包括夹线安装座231,位于夹线安装座231下部并固定在夹线安装座231上的下夹块233,活动的安装在夹线安装座231上并可沿高度方向(即Z轴)活动的上夹块232,以及用于带动上夹块232沿着Z轴上下活动的夹线驱动电机234,其中,上夹块232位于下夹块233的正上方,夹线驱动电机234启动后,可带动上夹块232向下运动,使上夹块232充分的靠拢下夹块233,并对位于上夹块232和下夹块233的线材施加夹持力。上述的上夹块232和下夹块233正对的面上均设置有多个用于夹持线材的凸齿,凸齿沿着上述的X轴在上夹块232的下表面和下夹块233的上表面排布。 各种电动机,空心杯电机,转子,定子,引脚电感,贴片电感,变压器,电磁阀,一字电感,电阻片。合肥定子绕线机工作原理
凡是电器产品大多需要用漆包铜线(简称漆包线)绕制成电感线圈,可以使用绕线机完成这一道或多道加工。厦门无人机绕线机自动化产线
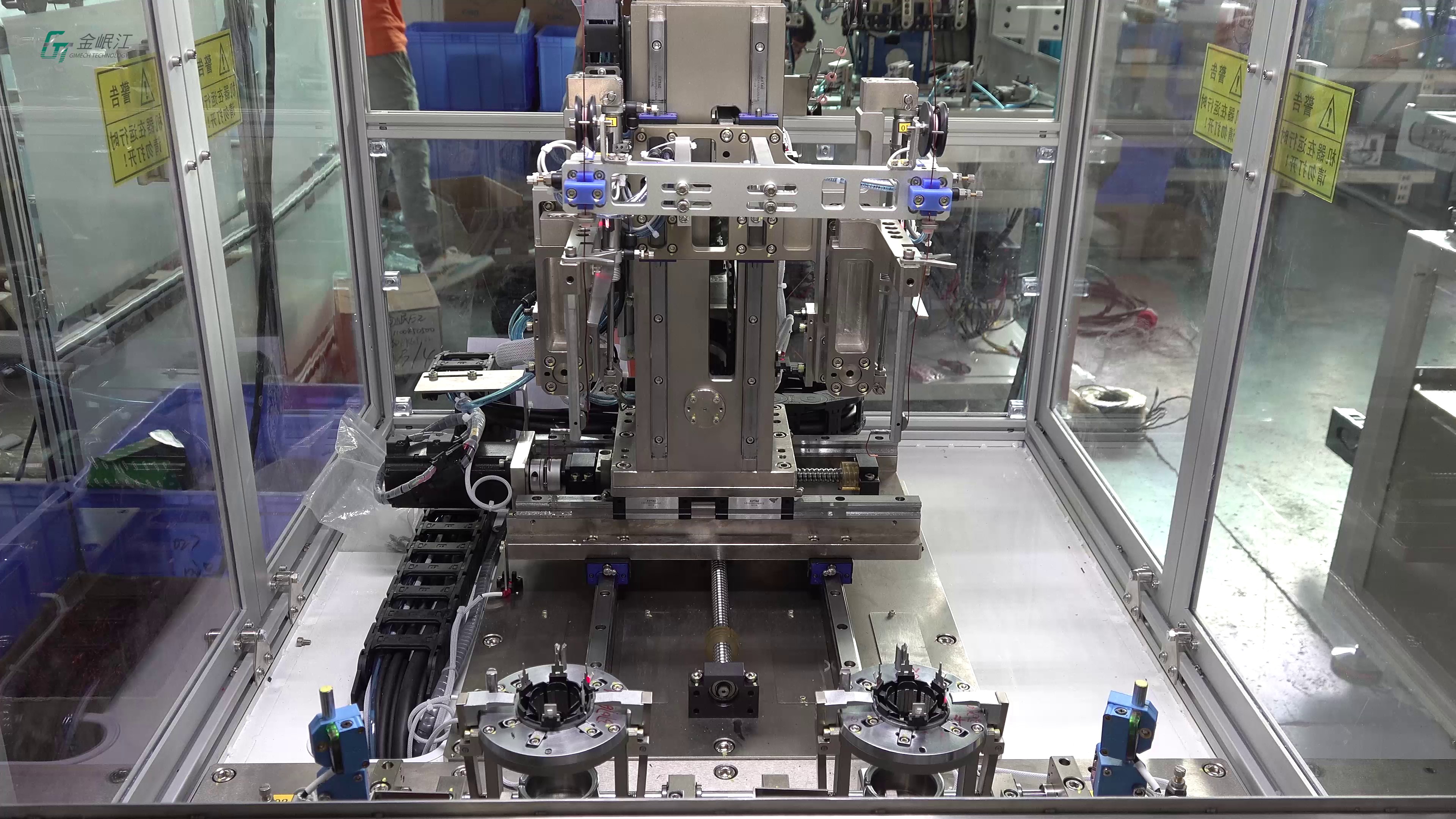
结合附图以及具体实施方式,对本实用新型做进一步描述:参见图1、2、3、4、5、6、7、8、9,本实用新型的电动车定子绕线机,包括安装在一工作台100上的夹持送线装置200、排线装置300以及轮毂驱动装置400,其中定子轮毂700安装在轮毂驱动装置400上,该轮毂驱动装置400主要用于带动定子轮毂700间歇的转动,夹持送线装置200用于将由多根漆包线组成的线束输送到定子轮毂700的一侧,供线材在在定子轮毂700上绕制,夹持送线装置200实际上是通过一个平移装置500安装在工作台100上的,平移装置500用于带动夹持送线装置200在X轴和Y轴上平动,而由于定子轮毂700在轮毂驱动装置400的带动下在Z轴和X轴所形成的平面内往复的转动,也就是说,定子轮毂700两绕线槽之间形成的绕线柱是相对于夹持送线装置200的线材输送末端上下往复运动,因此,在上述结构联动后,夹持送线装置200的线材输送末端能够相对于定子轮毂700的绕线柱形成一个环形的运动轨迹,使线材绕制在定子轮毂700的绕线柱上;在绕线过程中,由排线装置300对多根漆包线组成的线束进行有序的排列和张紧,保证线材绕制的有序性。以下详细介绍上述夹持送线装置200、排线装置300、轮毂驱动装置400和平移装置500的结构。 厦门无人机绕线机自动化产线