安装在夹持送线固定座上用于将穿过夹持组件的线材输送到定子轮毂一侧的线嘴;排线装置包括安装在工作台上的安装横梁,安装在安装横梁上并能够沿着X轴运动的两个拨线组件,分别用于驱动两个拨线组件在X轴上运动的两排线驱动电机;每一个拨线组件上均设置有一可沿Z轴活动的排线档杆;轮毂驱动装置包括固定在工作台上的固定架,枢接在固定架上的转轴组件,用于带动转轴组件转动的定子轮毂驱动电机,定子轮毂安装在转轴组件的前端。转轴组件包括,芯轴;锁紧套;该锁紧套套装于芯轴的前端,其直径由芯轴的前端向着芯轴的后端逐渐减小;轴套,套接在芯轴上,该轴套的前端设置有套合在锁紧套外部的抓爪,定子套合在抓爪的外部;锁紧螺母,螺接在芯轴的后端部,轴套被限定在该锁紧螺母和锁紧套之间;固定架上安装有一锁紧电机,该锁紧电机用于带动锁紧螺母转动并向前挤压轴套。锁紧套和芯轴通过一个沿其二者径向穿过的锁定销同步联接。轮毂驱动装置还包括一固定在工作台上并位于定子轮毂一侧的CXD影像监视装置,以及位于安装在固定架上位于定子轮毂另一侧的定位传感器。安装横梁上设置有横向直线导轨,两拨线组件分别包括滑动的安装在横向直线导轨上的排线安装座。 770560 缺点:需要配备的人工较多,员工需要一定培训,受操作工的操作熟练度限制。徐州大型绕线机人工
飞线固定座601的两侧分别设置有一沿Y轴延伸的直线导轨604,飞线安装座602的两侧分别滑动的安装在该直线导轨604上。启动飞线驱动电机607,即可带动飞线杆603沿着Y轴先后的移动。在绕线过程中,需要跳定子轮毂700外周缘上的绕线槽时,启动飞线驱动电机607,带动飞线杆603向前运动挂住线材,定子轮毂700转动一定角度后,飞线驱动电机607反转,飞线杆603向后运动与线材脱离,线材继续在跳过后的绕线柱上绕制。平移装置500包括固定在工作台100上的***固定梁511、滑动的安装在***固定梁511上并可沿X轴活动的***活动座513,用于带动***活动座513沿X轴活动的***平移驱动电机510,固定在***活动座513上的第二固定梁521,滑动的安装在第二固定梁521上并可沿Y轴活动的第二活动座523,用于带动第二活动座523沿Y轴活动的第二平移驱动电机520,夹持送线固定座210固定的安装在第二活动座523上。***固定梁511的两侧均设置有一沿X轴延伸的直线导轨512,***活动座513的两侧滑动的安装在两直线导轨512上,***平移驱动电机510的机体部分固定在***固定梁511的一端,其转轴上同步的联接有一沿X轴延伸的丝杆514,丝杆514上匹配的套合有一丝杆螺母(图未示),***活动座513则固定在该丝杆螺母上。 济南全自动绕线机自动化产线需要配备的人工较多,员工需要一定培训,受操作工的操作熟练度限制。

全自动绕线机机械结构分析对于滚珠丝杠要求与驱动电机输出轴与之连接时的联轴器采用硬连接,大扭力绕线机,这样能够尽可能减小丝杠在转动时产生的扭动误差,同时水平运动工作台的运动也需要高精度的导轨来支撑,伺服扁线绕线机,保证丝杠实现平滑的水平传动,而不出现大的跳动,这就要求导轨的平行度,导轨间距,以及安装导轨的面的水平度都必须要是比较的高要求。所以一般安装面都要求进行刮研处理。导轨的滑动静摩擦力越小越好。国内变压器全自动绕线机的现状及发展1.卷制采用变频电机与机械六档变速相结合根据不同宽度的绕线需要不同的输出扭矩这一工艺特点,采用变频电机与机械六档变速相结合的方式,即实现了无级变频调速,又实现了电机功率的合理配置。因为要使大尺寸的绕线绕制紧密,需要的张力大,主轴要求低速大扭矩输出;而要使小尺寸的绕线绕制紧密,绕线机,需要的张力小,主轴要求高速小扭矩输出。若不用机械变速,输出1000Nm扭矩需要选用40kW的电机;而采用六档机械变速,同样输出1000Nm扭矩只需要选用3kw的电机。因此在国外设备变频调速的基础上采用了六档机械变速与其相结合,即扩大了变速范围(~357r/min),又节省了能源,降低了成本。
所述***安装槽的内部且位于***线夹的一侧固定连接有第二线夹,所述***安装槽内部且位于第二线夹的一侧固定连接有第三线夹,所述***安装槽内部且位于第三线夹的一侧固定连接有理线牙刷。作为推荐,所述前后移动机构包括***连接板,所述工作台的顶部且位于***滑轨的一侧固定连接有***连接板,所述***连接板的顶部靠近***滑轨的一侧固定连接有第二连接板,所述第二连接板的底部固定连接有第二滑轨,所述第二滑轨的外侧滑动连接有第二滑块,所述第二滑块的底部固定连接有第三连接板,所述第三连接板的底部靠近***连接板的一侧开凿有第二安装槽,所述第二安装槽内部的一端固定连接有第四线夹,所述第二安装槽的内部远离第四线夹的一端固定连接有第五线夹。作为推荐,所述***滑轨与第二滑轨相互垂直。作为推荐,所述***连接板与第二连接板相互垂直,且所述***连接板与第二连接板的侧面之间固定连接有加强筋板。作为推荐,所述理线牙刷的内侧为牙刷型设计。作为推荐,所述第四线夹位于***线夹与第二线夹之间,所述第五线夹位于第二线夹与第三线夹之间。作为推荐,所述***线夹、第二线夹、第三线夹、第四线夹与第五线夹均为气夹。作为推荐,所述第三连接板设置为“l”型结构。常见的定子槽口有向内的,也有向外的,槽口向外的很多朋友也习惯叫外转子,其实应该叫定子。

环境湿度不适宜,绕线机是由众多电子元件的集成电路构成,外转子风机自动绕线机,其绝缘性能跟环境湿度有很大关系。湿度过大,容易造成电路板短路而烧毁;湿度过小,容易产生静电,也会击穿部分电子元件。因此湿度过大、过小,都会给绕线机带来潜在的威胁。其次是地面震感大,很多工厂生产中需要电机产生拖动、震动等物理性位移动作,不仅带来巨大的噪音,机器工作时带来的剧烈震动可能会给绕线机带来损害,全自动绕线机,因此在绕线机的摆放时,尽可能的让绕线机机远离震源大的工作现场;如果工作地点无法更改,应该在绕线机主体下垫置海绵、可缓冲性物体以减小震动带来的危害。嵊州春田自动化设备有限公司欢迎您的光临!绕线机盘式线圈的绕制方法和步骤a)一组盘式线圈有两盘以上的线圈,两盘线圈是串联连接,绕线机,这种线圈应先计算好线圈需要用线的总长度,将线从盘上取下剪断。b)装上档板和模具,开使绕一盘,绕完后将线圈取下,在四个角位置处匝紧,内绕式直流电机自动绕线机,再将线圈反方向装在绕线机上,开始绕第二盘,同样的方法可绕第三盘。c)三盘以上的线圈一般是分为两组分别绕制,绕好后串联在一起合并为一组线圈。嵊州智深机械科技有限公司欢迎您的光临! 因为电机运行过程中,它是不动的,外面磁钢旋转的才叫转子。杭州小直流绕线机供应
原理就是飞叉上有一个线嘴,线架上的漆包线从线嘴出来,控制系统调整速度,机器先复位,飞叉部分开始运行。徐州大型绕线机人工
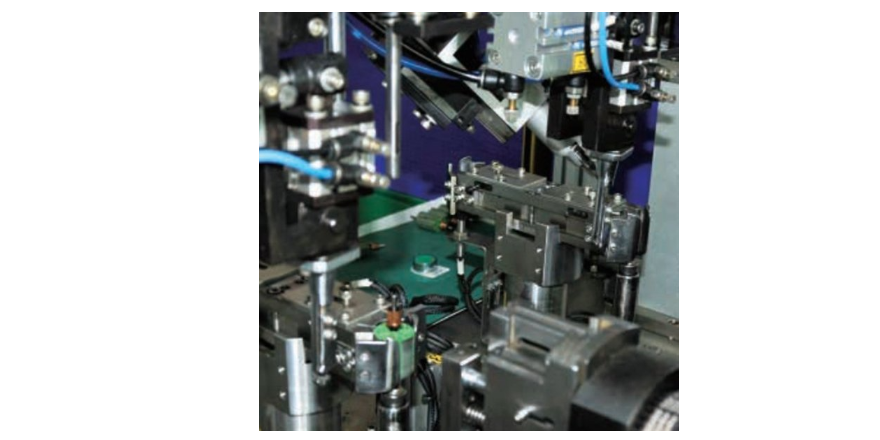
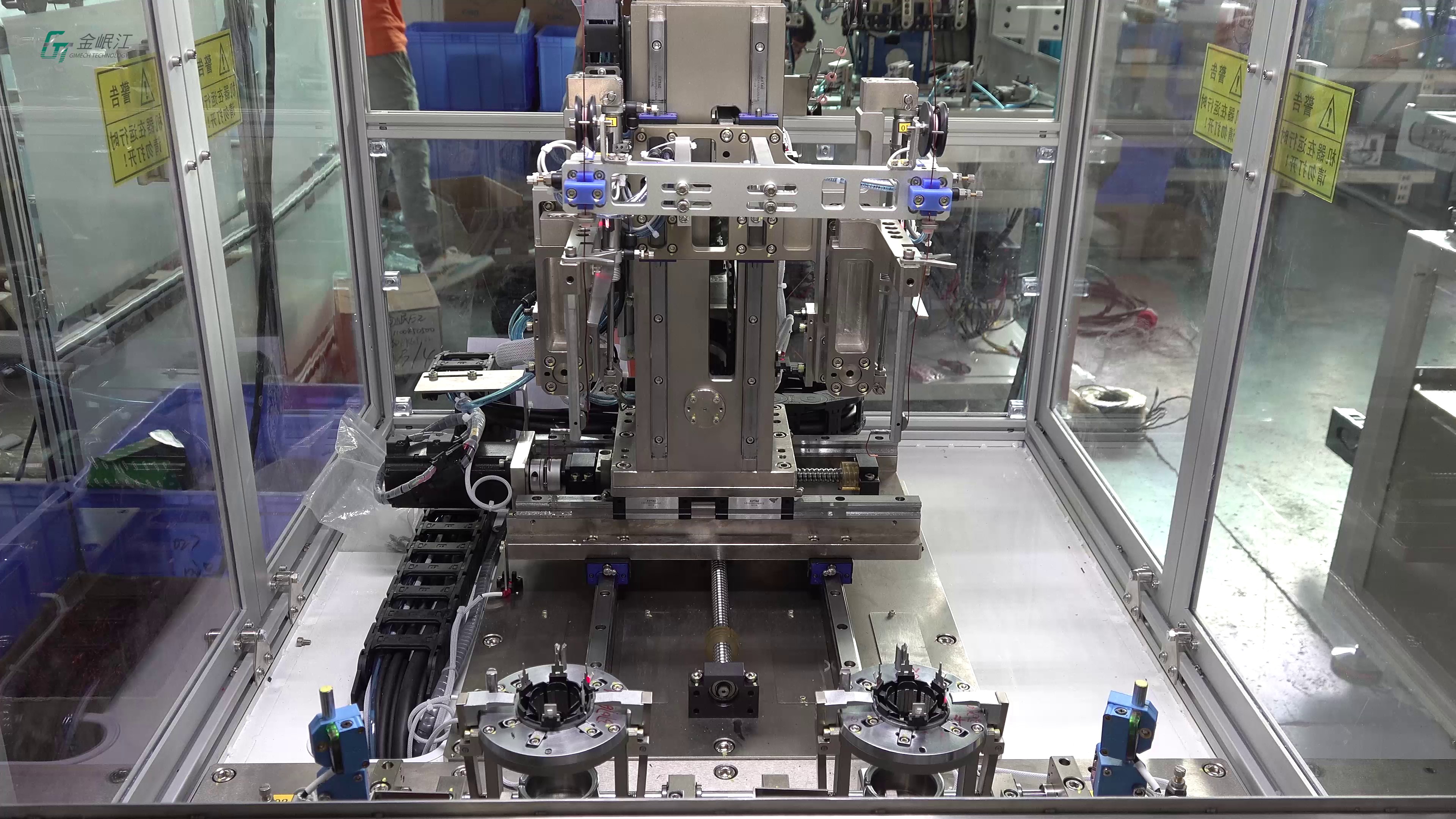
结合附图以及具体实施方式,对本实用新型做进一步描述:参见图1、2、3、4、5、6、7、8、9,本实用新型的电动车定子绕线机,包括安装在一工作台100上的夹持送线装置200、排线装置300以及轮毂驱动装置400,其中定子轮毂700安装在轮毂驱动装置400上,该轮毂驱动装置400主要用于带动定子轮毂700间歇的转动,夹持送线装置200用于将由多根漆包线组成的线束输送到定子轮毂700的一侧,供线材在在定子轮毂700上绕制,夹持送线装置200实际上是通过一个平移装置500安装在工作台100上的,平移装置500用于带动夹持送线装置200在X轴和Y轴上平动,而由于定子轮毂700在轮毂驱动装置400的带动下在Z轴和X轴所形成的平面内往复的转动,也就是说,定子轮毂700两绕线槽之间形成的绕线柱是相对于夹持送线装置200的线材输送末端上下往复运动,因此,在上述结构联动后,夹持送线装置200的线材输送末端能够相对于定子轮毂700的绕线柱形成一个环形的运动轨迹,使线材绕制在定子轮毂700的绕线柱上;在绕线过程中,由排线装置300对多根漆包线组成的线束进行有序的排列和张紧,保证线材绕制的有序性。以下详细介绍上述夹持送线装置200、排线装置300、轮毂驱动装置400和平移装置500的结构。 徐州大型绕线机人工