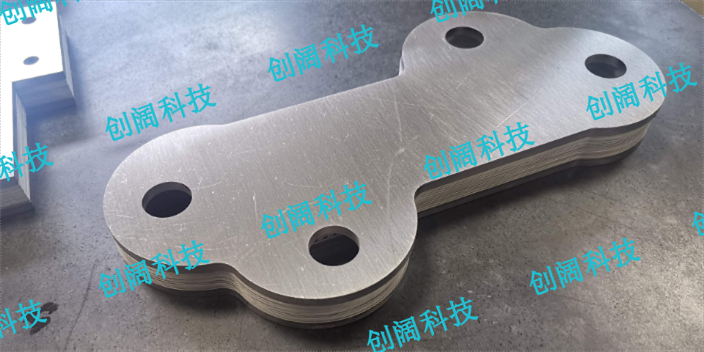
创阔能源科技真空扩散焊焊接特点(1)接头强度高。特别适用于采用熔焊易产生裂纹的材料的焊接,由于不改变母材性质,因此接头化学成分、组织性能与母材相同或接近,接头强度高。(2)可焊接材料种类多。扩散焊可焊接多种同类金属及合金,同时还能焊接许多异种材料。如果采用加过渡合金层的真空扩散焊,还可以焊接物理化学性能差异很大,高温下易形成脆性化合物的异种或同种材料。(3)可用于需要大面积结合的零部件、叠层构件、中空型构件、多孔型或具有复杂内部通道的构件、封闭性内部结合件以及其他焊接方法可达性差的零部件的制造。(4)扩散焊接为整体加热,构件变形小、尺寸精度高真空焊接其目的一般是为了防氧化,设计加工创阔科技。山西创阔金属真空扩散焊接

创阔能源科技致力于真空扩散接加工多年,掩膜版也运用真空扩散焊接。那什么是掩膜版呢?光刻掩膜版(又称光罩,英文为MaskReticle),简称掩膜版,是微纳加工技术常用的光刻工艺所使用的图形母版。由不透明的遮光薄膜在透明基板上形成掩膜图形结构,再通过曝光过程将图形信息转移到产品基片上。待加工的掩膜版由玻璃/石英基片、铬层和光刻胶层构成。其图形结构可通过制版工艺加工获得,常用加工设备为直写式光刻设备,如激光直写光刻机、电子束光刻机等。掩膜版应用十分广大,在涉及光刻工艺的领域都需要使用掩膜版。黄浦区真空扩散焊接技术指导质量高的产品和易氧化材料的真空扩散焊接,请联系创阔能源科技。

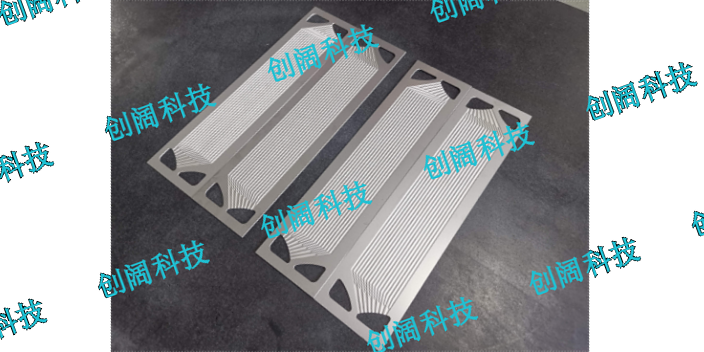
真空扩散焊是指在真空环境下,将紧密贴合的构件在一定温度与压力下保持一段时间,使接触面之间的原子相互扩散形成连接的焊接方法,扩散焊虽然是一种有着悠久历史的焊接工艺,但直到近几年才得到迅速发展。该工艺的焊缝肉眼不可见,不用添加钎料,也不需要熔化材料。即使在高倍放大的条件下,也很难观察到晶相过渡。扩散焊接的零件特性也具有强度更高、耐腐蚀性比较好、无交叉污染等相应的独特性,包括能源工程、半导体、工具和航空航天领域在内的许多新应用都因其诸多优点开始使用这一特殊工艺。
在现代制造业的精密连接领域,真空扩散焊接正崭露头角,成为众多制造企业的选择的工艺。它不同于传统焊接方法,是在真空环境下进行的一种固相焊接技术。在这个近乎纯净的真空空间里,金属原子得以在高温与压力的共同作用下,缓慢而有序地扩散迁移,实现材料间原子级别的紧密结合。这种焊接方式对于那些对焊接质量和精度要求极高的行业意义非凡。例如在航空航天领域,飞机发动机的叶片制造,采用真空扩散焊接能够将不同性能的合金材料完美地连接在一起,既保证了叶片在高温、高压、高速旋转环境下的强度与稳定性,又能控制焊接变形,确保叶片的气动外形符合严苛的设计要求,从而提升发动机的整体性能与可靠性,为航空航天事业的发展提供坚实的技术支撑。在电子工业中,对于微小而精密的电子元件连接,真空扩散焊接也大显身手。它可以在不引入杂质、不产生较大热应力的情况下,完成芯片与基板、导线与引脚等的连接,有效提高电子设备的信号传输质量和稳定性,降低故障率,助力电子科技产品不断向小型化、高性能化迈进。真空扩散焊接设计加工 联系创阔能源科技。

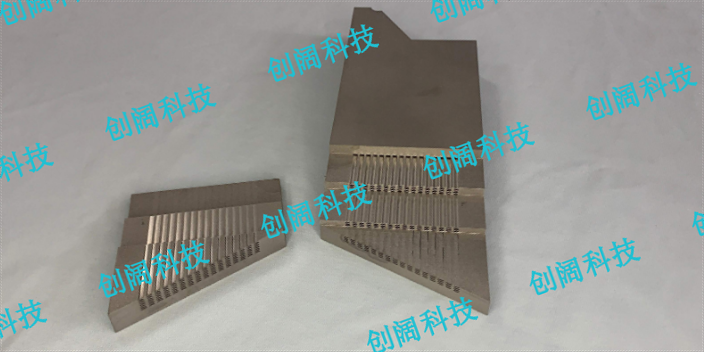
扩散焊是指将同种金属或者异种金属工件在高温下加压,工件原子在高温高压下相互移动,但不产生可见变形和相对移动,从而结合在一起的固接方法。是一种***的焊接方法,特别适用于异种金属材料、耐热合金和新材料,如陶瓷、复合材料、金属间化合物等材料的焊接。对于塑性差或熔点高的同种材料,以及不互溶或在熔焊时会产生脆性金属间化合物的异种材料,扩散焊是较适宜的焊接方法。扩散焊具有明显的优势,也日益引起人们的重视。扩散焊在焊接的过程中也有一些问题不能忽略:1.过大的工件不便于采用扩散焊接。由于扩散连接需要高温高压的配合,因此待焊工件将受到设备大小的限制。2.对于工件表面质量要求较高,加工难度较大。扩散焊接时,工件表面需要紧密接触,并且不能有其他的杂质存在,否则焊接效果将大受影响。3.生产率低。扩散焊焊接热循环时间长。真空扩散焊接,冷却器设计加工,创阔科技。山西创阔金属真空扩散焊接
高效真空扩散焊接加工联系创阔能源科技。山西创阔金属真空扩散焊接
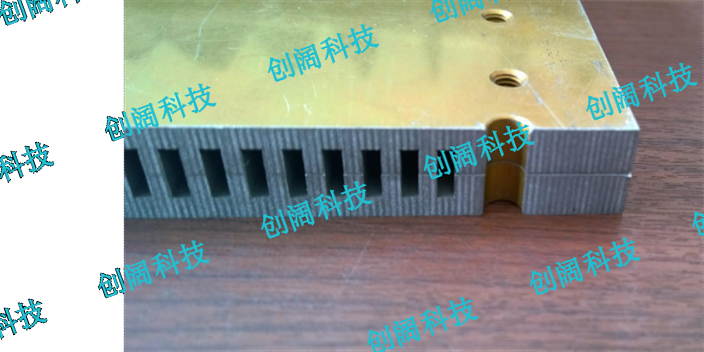
1653形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散,终使原始界面和孔洞完全消失,达到良好的冶金结合。山西创阔金属真空扩散焊接