- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
带中间进气的串联式干气密封,它适用于既不允许工艺气泄漏到大气中,又不允许阻封气进入机内的工况,见图8。如果遇不允许工艺介质泄漏到大气中,且也不允许阻封气泄漏到工艺介质中的工况,此时串联结构的两级密封间可加迷宫密封。用于易燃、易爆、危险性大的介质气体,可以做到完全无外漏。如H2压缩机、H2S含量较高的天然气压缩机、乙烯、丙烯压缩机等。该结构所用主密封气除用工艺气本身以外,还需另引一路氮气作为第二级密封的使用气体。通过一级密封泄漏出的工艺气体被氮气全部引入火炬燃烧。而通过二级密封漏入大气的全部为氮气。当主密封失效时,第二级密封同样起到辅助安全密封的作用。许多企业通过采用干气密封技术实现了设备的无故障运行,明显提高了生产效率。河北进口干气密封原理

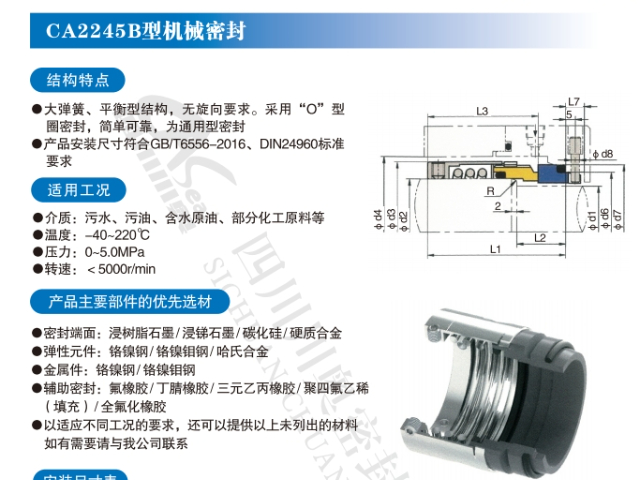
一般来讲,典型的干气密封结构包含有静环、动环组件(旋转环)、副密封O形圈、静密封、弹簧和弹簧座(腔体)等零部件。静环位于不锈钢弹簧座内,用副密封O形圈密封。弹簧在密封无负荷状态下使静环与固定在转子上的动环组件配合,如图上所示。在动环组件和静环配合表面处的气体径向密封有其先进独特的方法。配合表面平面度和光洁度很高,动环组件配合表面上有一系列的螺旋槽。这种机制将在静环和动环组件之间产生一层稳定性相当高的气体薄膜,使得在一般的动力运行条件下端面能保持分离、不接触、不易磨损,延长了使用寿命。江西机械干气密封特点干气密封的研发需要跨学科合作,材料科学、机械工程和流体力学等领域的知识相互交融。

正常运行时,过滤系统失效,密封污染:在干气密封现场运行中可能出现密封气严重带液,超出过滤器处理能力;过滤器堵塞后未及时切换,造成滤芯破损;气源中含大量的细粉,其粒度小于过滤器的精度,超出了过滤器的处理能力,但总量大,对密封及系统均会造成影响等情况导致过滤系统失效,从而污染密封导致失效。因此,要定期检查和清理过滤器,确保过滤器完好,达到过滤精度的要求,一般密封气的过滤精度应达到3um以下。机组原因造成的密封失效:因机组故障,产生强烈振动,振动过大,并超出了密封能够承受的范围,引发密封损坏。因此,平常应加强机组的运行维护保养,特别是加强机组运行振动状态监测,防止因机组振动过大导致干气密失效。
影响气膜刚度的螺旋槽的结构参数主要有槽深、螺旋角、槽数、槽宽与堰宽比、槽长与坝长比等,需用专门使用软件进行优化设计。而影响气膜刚度的工艺参数主要有以下几类:1.缓冲气粘度,密封气粘度的大小对气膜刚度的影响比较大,粘度越大、动压效应越强、气膜刚度也就越大。2.密封气温度,在不同温度下,气体的粘度是不一样的;温度越高、粘度越大、气膜刚度越大。3.密封转速,转速越高,动压效应越强、气膜刚度越大。在理想状态下(即不考虑密封加工精度和安装精度的影响),干气密封的转速越高、其稳定性越好,而不受机械密封PV值的限制,因此干气密封特别适合高速运转下使用。4.密封端面的直径大小,在同一转速下,密封直径越大线速度越高,气膜刚度越大。5.缓冲气的压力,缓冲气压力对气膜刚度的影响较小,一般来说,压力越高,气膜刚度略有增大。在核能行业,干气密封不仅保障设备安全,还确保核反应堆内外部环境隔离良好。

双端面密封:双端面密封相当于面对面布置的两套单端面密封,有时两个密封共用一个动环。它适用于没有火炬条件,允许少量密封气进入工艺介质中的情况。在两组密封之间通入氮气作阻塞气体而成为一个性能可靠的阻塞密封系统,控制氮气的压力使其始终维持在比工艺气体压力稍高(0.2~0.3MPa)的水平,这样气体泄漏的方向总是朝着工艺介质气体和大气,从而保证了工艺气体不会向大气泄漏。双端面密封结构主要用于压力不高的有毒、易燃易爆气体。对于大规模生产设施而言,干气密封能够明显减少停机时间,从而提升整体产值。低温干气密封工作原理
高效、经济且环保是未来工业发展的趋势,而干气密闭正好契合这一理念。河北进口干气密封原理
干气密封与一般机械密封的平衡型集装式结构一样,但端面设计有所不同,表面上有几微米至十几微米深的沟槽,端面宽度较宽。与一般润滑机械密封不同,干气密封在两个密封面上产生了一个稳定的气膜。这个气膜具有较强的刚度使两个密封端面完全分离,并保持一定的密封间隙,这个间隙不能太大,一般为几微米。密封间隙太大,会导致泄漏量增加,密封效果较差;而密封间隙较小,容易使两密封面发生接触,因为干气密封的摩擦热不能及时散失,端面接触无润滑,将很快引起密封变形、端面过度发热从而导致密封失效。这个气膜的存在,既有效地使端面分开又使相对运转的两端面得到了冷却,两个端面非接触,故摩擦、磨损较大程度上减小,使密封具有长寿命的特点,从而延长主机的寿命。河北进口干气密封原理

电镀法:此方法是将密封环端面动压槽以外的部位镀上一层硬质材料,从而制成动压槽的图案。这一方法的使用条件是槽的深度比较浅,其次被镀端面必须是能够电镀的材料,而且镀层要致密,和被镀面结合强度要足够髙。电镀过程中,被镀件悬挂要正确,否则不同部位的镀层厚度误差将加大,造成槽深不均匀,这样也破坏了密封端面的极髙的平行度。激光刻槽法:激光加工是利用激光的高能量进行工业热加工的一种方法,激光能将材料在极短的时间内汽化 、熔化而去除。与其他加工方法比较,激光刻槽法具有适用面广,对不同材料 、不同形状的加工表面均适合,工件无机械变形 、无污染,速度快,精度高,重复性好,自动化程度高等特点,尤其适用于浅槽加工。未...
- 天津压缩机干气密封型号 2025-06-02
- 深圳防水干气密封型号 2025-06-02
- 压缩机干气密封供应商 2025-06-02
- 山西机械干气密封尺寸 2025-06-02
- 深圳干气密封型号 2025-06-01
- 广西耐油干气密封怎么样 2025-06-01
- 广西串联式干气密封 2025-05-31
- 江西换热器干气密封行价 2025-05-31
- 湖北集装式干气密封尺寸 2025-05-31
- 河北串联式干气密封制造 2025-05-31



- 甘肃单端面干气密封供应 2025-05-30
- 广西压缩机干气密封类型 2025-05-30
- 重庆防水干气密封价格 2025-05-30
- 广东进口干气密封定制 2025-05-29
- 海南机械干气密封怎么样 2025-05-29
- 湖南低温干气密封价格 2025-05-29


- 山东泵用机械密封供应商 06-02
- 湖南双端面搅拌器机械密封标准 06-02
- 河北釜用搅拌器机械密封定制 06-02
- 顶入式搅拌器机械密封供应 06-02
- 四川双端面釜用机械密封参考价 06-02
- 广东金属波纹管机械密封行价 06-02
- 天津压缩机干气密封型号 06-02
- 广西单端面金属波纹管机械密封工作原理 06-02
- 深圳双剖分式机械密封规格 06-02
- 北京泵用机械密封厂家直销 06-02